

-100x52fill.jpg)






")

 8.9 اینچی")


لیتوفان ها با Cura:
آموزش آسان (شامل بهترین تنظیمات)
لیتوفان ها تصاویر دیجیتالی را به تصاویر قابل لمس تبدیل می کنند که با تابش نور از پشت، قابل مشاهده می شوند.
نحوه ساخت لیتوفان در Cura را بررسی می کنیم!
تصور کنید یک قاب عکس نازک و تقریباً شفاف دارید. به نظر معمولی می آید تا زمانی که چراغی پشت آن روشن کنید یا آن را جلوی خورشید قرار دهید. همان موقع است که یک شعبده بازی رخ میدهد! یک تصویر روی قاب ظاهر میشود، که از نوری که پشت آن میتابد میدرخشد. به این پدیده لیتوفان میگویند.
لیتوفان ها از ضخامت های مختلف برای بازی با نور استفاده می کنند. قسمت های ضخیم تر نور بیشتری را مسدود می کنند و تیره تر به نظر می رسند، در حالی که قسمت های نازک تر نور بیشتری را عبور می دهند و روشن تر به نظر می رسند. این امر تصویری خنک و تقریباً سه بعدی مانند را ایجاد میکند که از پشت روشن شده است.
بصورت متداول، لیتوفان ها از پُرسلان ساخته می شدند، اما به کمک چاپ سه بعدی، شما می توانید به راحتی آنها را در هر اندازه، شکل یا رنگی که می خواهید تولید و چاپ کنید. چاپ سه بعدی لیتوفان ها یک راه سرگرم کننده برای تبدیل عکس های مورد علاقه شما به آثار هنری منحصر به فرد و درخشان است.
و این کار آسان است، همچنین! به عنوان مثال، برای ایجاد لیتوفان چاپ سه بعدی خودتان در Cura، تنها کاری که باید انجام دهید انتخاب یک عکس با کنتراست بالا و وضوح بالا است و آن را به برنامه اسلایسر وارد کنید، تنظیمات مربوطه را تنظیم کنید، و مدل را برش دهید. در نهایت، دستورالعمل ها را به چاپگر سه بعدی خود ارسال کنید و شاهد زنده شدن شاهکار خود باشید!
در این مقاله، ما به دنیای شگفت انگیز لیتوفان های چاپ سه بعدی خواهیم پرداخت. ما به دلایلی که Cura می تواند انتخاب خوبی باشد، چه عکس هایی می توانند بهترین کار را انجام دهند، و چه تنظیمات برشی باید در Cura انتخاب کنید، به همراه برخی نکات رفع مشکل رایج نگاه خواهیم کرد.
لیتوفان ها با Cura:
آموزش آسان (شامل بهترین تنظیمات)
دلیل استفاده از Cura

ابزار ساده ای که نتایج چشمگیری به دست میدهد (منبع: MrYesterday via Reddit )
در حالی که تولیدکننده های آنلاین لیتوفان وجود دارند که فرآیند را ساده تر می کنند، Cura یک جایگزین عالی است. اگر اتصال اینترنت قابل اعتمادی ندارید، نیاز به کنترل بیشتر بر طراحی ندارید، یا به سادگی به دنبال یک راه حل مستقیم برای تصاویر ساده تر هستید، Cura یک انتخاب عالی است.
دلایل زیادی برای انتخاب Cura برای ساخت لیتوفان های شما وجود دارد.
اولاً، این یک برنامه اسلایسر رایگان و متن باز است. سازگاری گسترده آن با پرینترهای سه بعدی و پروفایل های از پیش ساخته شده، فرآیند را برای بسیاری از کاربران تسریع می بخشد. برای سازندگان با تجربه، تعداد تنظیمات موجود امکان کنترل دقیق بر فرآیند تولید را فراهم می آورد.
مزایای خاص، شامل گزینه مهم داشتن تصویر به عنوان نقشه ارتفاع (که تصویر را به مدل سه بعدی برای لیتوفان تبدیل میکند)، کنترل دقیق سرعت چاپ، و سفارشی سازی ترتیب دیواره ها میشود. شما همچنین از شبکه پشتیبانی گشترده نرم افزار Cura برای مشاوره یا رفع مشکل می توانید استفاده کنید. در کل، Cura یکی از بهترین نرم افزارهای اسلایسر برای برش لیتوفان ها برای چاپ است.
قبل از اینکه به نحوه ساخت لیتوفان با این برنامه اسلایسر محبوب بپردازیم، به چند نکته در مورد تصویر، برای اطمینان از بهترین نتایج ممکن خواهیم پرداخت.
لیتوفان ها با Cura:
آموزش آسان (شامل بهترین تنظیمات)
نکات مربوط به تصویر و فیلامنت

نمونه چاپ (منبع: DaHouzKat via Printables )
هنگام ساخت لیتوفان ها، شما در انتخاب فرمت های فایل که میتوانید به Cura وارد کنید، حق انتخاب دارید. در اینجا نگاهی به رایج ترین گزینه ها و ویژگی های آنها داریم:
• JPG/JPEG: رایج ترین فرمت تصویر. توجه داشته باشید که فشرده سازی شدید JPEG می تواند نقص هایی را ایجاد کند، که ممکن است به ناهمواری های ناخواسته سطحی در لیتوفان شما تبدیل شود.
• PNG: یک فرمت بدون از دست دادن اطلاعات عالی که جزئیات تصویر را خوب حفظ می کند. یک انتخاب برتر برای لیتوفان هایی که کنتراست و وضوح مهم است.
• BMP: گزینه ای کمتر رایج ، اما یکی از فرمت ها که پشتیبانی کامل رنگ را ارائه می دهد. اگر لازم است از BMP استفاده کنید، مطمئن شوید که عکس با کیفیت بالا است تا از نویز بصری جلوگیری کنید.
هنگام انتخاب تصویر برای لیتوفان خود، یک گزینه با کنتراست بالا و وضوح بالا را برای کسب نتایج خوب در اولویت قرار دهید.
تصاویر با کنتراست بالا با مناطق روشن و تاریک واضح، بیشترین تأثیر دراماتیک را فراهم می کنند؛ اگر تمام رنگ ها مشابه هستند یا سایه های زیادی بر روی یک شیء وجود دارد، برای برنامه دشوارتر خواهد بود که کاملاً درک کند یک شیء کجا به پایان میرسد و دیگری (یا پس زمینه) شروع می شود. تبدیل به سیاه و سفید اغلب کیفیت تصویر برای ساخت لیتوفان را بهبود میبخشد.
برای داشتن بهترین جزئیات، از یک تصویر با وضوح بالا استفاده کنید، زیرا این کمک خواهد کرد تا لیتوفان دقیق تری ارائه دهید. در نهایت، نترسید که روشنایی و کنتراست را تنظیم کنید، تصویر را همانطور که می خواهید لیتوفان باشد، برش دهید، و فیلترها را برای سفارشی سازی تصویر خود، قبل از تبدیل آن به چاپ سه بعدی اعمال کنید.
انتخاب فیلامنت

انتخاب نادرست فیلامنت می تواند به نتایج نامطلوب منجر شود (منبع: Legitimate_Chain7867 via Reddit )
انتخاب فیلامنت مناسب نقش بسیار مهمی در ایجاد لیتوفان های موفق دارد. در اینجا دلایلی آورده شده که چرا PLA سفید یا رنگ های روشن معمولاً انتخاب اول هستند:
• شفافیت: PLA، به ویژه در رنگ های روشن تر، اجازه میدهد نور به طور مؤثری عبور کند و اثر تصویر روشن شده را ایجاد میکند که لیتوفان ها را بسیار منحصر به فرد میسازد.
• چاپ آسان: PLA یک فیلامنت مناسب برای مبتدیان است که در دماهای نسبتاً پایین چاپ می شود و به اندازه ABS، برای چاپ سخت گیر نیست.
• مقرون به صرفه بودن: به عنوان یکی از فیلامنت های با صرفه ترین قیمت، PLA گزینه ای عالی برای آزمایش و پالایش طرح های لیتوفان شما است.
از فیلامنت های دیگر مانند ABS یا PETG هم می توان استفاده کرد، ولی آنها چالش های خود را دارند. ABS بیشتر مستعد تاب خوردگی است و نیاز به دماهای بالاتر و یک محفظه برای چاپ مناسب دارد. PETG، اگرچه کمی شفاف تر از ABS است، ممکن است همچنان به دیواره های بسیار نازک برای دستیابی به اثر مشابه PLA نیاز داشته باشد و ممکن است به پردازش بیشتری نیاز داشته باشد.
در بخش بعدی، ما بهترین تنظیمات را بررسی خواهیم کرد اگر شما با PLA لیتوفان را چاپ سه بعدی میکنید - اگر تصمیم به استفاده از ماده متفاوتی دارید، به خاطر داشته باشید که دماهای متفاوت، سرعت ها، و حتی تنظیم متفاوتی ممکن است لازم باشد.
لیتوفان ها با Cura:
آموزش آسان (شامل بهترین تنظیمات)
1. آپلود کردن تصویر

بارگذاری یک تصویر در Cura به سادگی ۱-۲-۳ است (منبع: Priyank Pal via All3DP )
شروع کار با Cura بسیار آسان است. ابتدا، باید یک تصویر را با دنبال کردن این مراحل به Cura بارگذاری کنید:
- برنامه را باز کنید.
- به "File > Open File(s)" بروید و تصویر را از پوشه ای که در آن ذخیره شده است، انتخاب کنید.
- روی "Open" کلیک کنید یا "Enter" را فشار دهید.
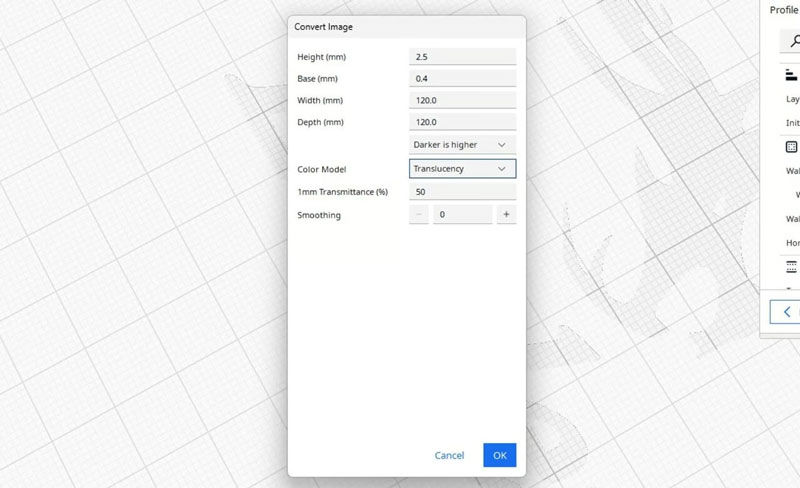
منوی "Convert Image" ظاهر میشود، جایی که می توانید تنظیمات لیتوفان خود را انجام دهید.
لیتوفان ها با Cura:
آموزش آسان (شامل بهترین تنظیمات)
2. تنظیمات مدل چاپ
پیکربندی تصویر در Cura (منبع: Priyank Pal via All3DP )
پس از اینکه تصویر مناسبی برای لیتوفان خود انتخاب و وارد کردید، مرحله بعدی، انجام تنظیمات لازم برای به دست آوردن بهترین نتایج است. Cura به شما امکان میدهد تصاویر دو بعدی را به مدل های قابل چاپ سه بعدی مناسب برای لیتوفان تبدیل کنید.
این تنظیمات به طور مستقیم بر ابعاد فیزیکی لیتوفان شما تأثیر می گذارند:
• ارتفاع: این تنظیم کنترل میکند که لیتوفان شما چقدر ضخیم خواهد بود. یک لیتوفان ضخیم تر کنتراست بیشتری نشان میدهد (نورها و تاریکی های قوی تر)، اما چاپ آن نیز زمان بیشتری می برد. با ضخامت حدود 3-5 میلیمتر شروع کنید، اما اگر نتایج خوبی نمی بینید، این مقدار را تنظیم کنید.
• پایه: این مانند یک پلتفرم محکم است که لیتوفان شما روی آن قرار میگیرد. مطمئن شوید که پایه به اندازه کافی ضخیم است تا لیتوفان شما را پایدار نگه دارد. پیش فرض 0.4 میلیمتر باید کار کند، اگرچه بسته به اندازه لیتوفان، ممکن است بخواهید آن را برای ثبات بیشتر افزایش دهید.
• عرض: تنظیمی کاملاً واضح! عرض کنترل میکند که لیتوفان شما چقدر پهن خواهد بود. اگر مقداری را وارد کنید که برای اندازه صفحه ساخت شما بیش از حد زیاد است، می توانید آن را پس از وارد شدن تصویر کوچک یا بزرگ کنید. این تنظیم به طور خودکار عمق را نیز تحت تأثیر قرار میدهد.
• عمق: تنظیم دیگری است. عمق کنترل می کند که لیتوفان شما چقدر عمیق خواهد بود. اگر آن را از پیش فرض تغییر دهید، به طور خودکار عرض را نیز تغییر میدهد.
• کنتراست: یک زیرمجموعه از "عمق" ! این تنظیم مهم به نرم افزار می گوید چگونه تصویر شما را به یک مدل سه بعدی تبدیل کند. شما می توانید بین "قسمت های تاریک تر بالاتر است"، جایی که نرم افزار قسمت های تاریک تر تصویر شما را ضخیم تر میکند، مسدود کردن نور بیشتر، یا "قسمت های روشن تر بالاتر است" برای پردازش مخالف انتخاب کنید.
• رنگ مدل: Cura به شما دو گزینه در تنظیم رنگ می دهد: خطی و شفاف. آنها زیاد متفاوت نیستند، اما از نظر نظری، نسخه شفاف باید نتایج بهتری در لیتوفان ها ایجاد کند.
• انتقال 1 میلیمتری: این تنظیم به میزان نوری که از قسمت های چاپ با ضخامت 1 میلیمتر عبور می کند، اشاره دارد. افزایش مقدار، کنتراست بیشتری در قسمت های روشن تر و کنتراست کمتری در قسمت های تاریک تر چاپ ایجاد میکند.
• صاف کنندگی: این تنظیم می تواند لبه های لیتوفان شما را نرم تر کند. برای یک تصویر شارپ، با یک مقدار صاف کنندگی بسیار پایین بین 0-2 بمانید.
لیتوفان ها با Cura:
آموزش آسان (شامل بهترین تنظیمات)
3. تنظیمات اسلایسر
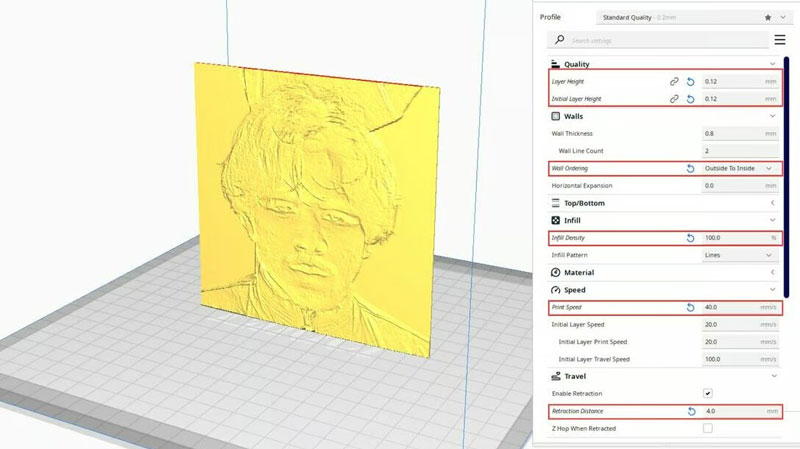
مهمترین تنظیمات Cura که لازم است روی آن کار کنید (منبع: Priyank Pal via All3DP )
علاوه بر تنظیمات خاصی که بر ظاهر لیتوفان شما تأثیر می گذارند، تنظیمات چاپ سه بعدی وجود دارند که شما لازم است از آنها استفاده کنید تا بهترین نتایج ممکن را بدست آورید.
جهت گیری
برای شروع، توصیه میشود که شما یک جهت گیری عمودی را انتخاب کنید، که یک مزیت مهم دارد. چون لایه های چاپ در امتداد ارتفاع خواهند بود، آنها بر روی سطوح جلو و پشت که تصویر نمایش داده میشود، بسیار کمتر قابل توجه خواهند بود. این بدان معناست که برای جزئیات واضح تر، یک جهت گیری عمودی بهترین خواهد بود. با این حال، اگر لیتوفان باریک یا بسیار طولانی یا بلند است و شما با لرزش مواجه می شوید، یک جهت گیری تخت ممکن است بهترین باشد.
تنظیمات چاپ
• ارتفاع لایه: ارتفاع لایه 0.1-0.12 میلیمتر تعادل بین جزئیات و زمان چاپ را برقرار می کند. ارتفاع های لایه کوچکتر زمان بیشتری برای چاپ خواهند برد اما همچنین منجر به تصاویر صاف تر میشوند، بنابراین بستگی به تصویر اصلی، اندازه لیتوفان، و مقدار زمان و فیلامنتی که دارید، خواهد داشت.
• پرکننده (infill): در حالی که پرکننده 100% به طور معمول توصیه میشود، 99% میتواند کافی باشد و ممکن است زمان چاپ را کمی کاهش دهد. به هر حال، یک درصد پرکننده بسیار بالا یا تعداد زیادی دیواره ها لازم است تا اطمینان حاصل شود که نور به طور کامل مسدود شده و الگوهای ناخواسته پرکننده از طریق آن نشان داده نمی شوند.
• الگوی پرکننده: در حالی که بیشتر الگوهای پرکننده برای لیتوفان ها کار می کنند، یک الگوی مستطیلی یا شبکه ای اغلب کمترین احتمال را دارد که هنگام روشن شدن مدل قابل مشاهده باشد. اما اگر از پرکننده 100% استفاده می کنید، مهم نیست که از کدام الگو استفاده می کنید.
• سرعت چاپ: سرعت کمتر از 40 میلیمتر بر ثانیه توصیه می شود. سرعت های پایین تر دقت جزئیات ریز را افزایش می دهند. لیتوفان ها نازک هستند و همانطور که به سمت بالا رشد می کنند، ممکن است اگر سریع چاپ کنید، تکان بخورند.
• ترتیب دیواره ها: "دیواره های خارجی قبل از دیواره های داخلی" اغلب منجر به لبه های تمیزتر می شود، که برای نمایش دقیق تصویر در لیتوفان نهایی مهم است.
• بازگشت (Retraction): با فاصله بازگشت 1-2 میلیمتر و سرعت 40 میلیمتر بر ثانیه شروع کنید. بر اساس نوع پرینتر و فیلامنت خود به طور تدریجی تنظیم کنید تا رشته ها ناخواسته را به حداقل برسانید، زیرا این نقص ها می توانند وضوح لیتوفان شما را خراب کنند.
چسبندگی هیت بد و ساپورت ها
در مورد کمک های چسبندگی هیت بد، اگر شما یک جهت گیری عمودی را انتخاب می کنید، باید brim یا raft فعال شود. در حالی که یک raft ممکن است از یک brim مفیدتر باشد زیرا سطح بزرگتری برای چسبندگی بهتر فراهم می کند و به جلوگیری از تاب خوردگی کمک می کند (یک نگرانی قابل توجه برای لیتوفان های نازک)، یک brim نیز به معنای مشکلات کمتر احتمالی هنگام برداشتن آن خواهد بود.
در مورد ساپورت ها، مگر اینکه برآمدگی های قابل توجهی وجود داشته باشد. اگر Cura نشان میدهد که بدون آنها مشکلات چاپ وجود خواهد داشت، ساپورت های درختی بهترین خواهند بود. اگر از ساپورت های درختی استفاده می کنید، تنظیمات را برای کاهش سطح تماس آنها با مدل تنظیم کنید تا برداشتن آنها آسان تر شود.
لیتوفان ها با Cura:
آموزش آسان (شامل بهترین تنظیمات)
خلاصه تنظیمات

با تنظیمات درست، نتایج دوست داشتنی خواهید داشت (منبع: jemenake via Reddit )
برای خلاصه کردن، اگر از Cura برای برش تصویر برای چاپ به عنوان لیتوفان استفاده می کنید، در اینجا تنظیمات/نکات اصلی هستند که لازم است با آنها کار کنید، اگر با PLA چاپ می کنید:
• ارتفاع لایه: 0.1 میلیمتر برای تعادل خوبی از جزئیات و زمان چاپ.
• پرکننده: 99% (یا تعداد زیادی دیواره) برای اطمینان از مسدود کردن نور کافی.
• سرعت چاپ: 40 میلیمتر بر ثانیه یا کندتر برای دقت.
• ترتیب دیواره ها: دیواره های خارجی قبل از دیواره های داخلی برای لبه های تمیز.
• بازگشت (Retraction): به حداقل رساندن تا جای ممکن، شروع حدود 1-2 میلیمتر فاصله و سرعت 40 میلیمتر بر ثانیه.
• چسبندگی هیت بد: brim یا raft برای حداکثر ثبات.
نکات اضافی
• آماده سازی تصویر: برای بهترین نتایج از تصاویر با کنتراست بالا استفاده کنید.
• انتخاب فیلامنت: PLA سفید یا رنگ های روشن ایده آل است.
• چاپ های آزمایشی: شما باید تنظیمات خود را با استفاده از لیتوفان های آزمایشی کوچک یا یک کارت آزمایشی قبل از چاپ مدل واقعی تنظیم کنید.
لیتوفان ها با Cura:
آموزش آسان (شامل بهترین تنظیمات)
رفع اشکال

چیزی که باید از آن اجتناب کرد (منبع: HansAlbertRum via Reddit )
حتی با بهترین تنظیمات، ممکن است با چالش هایی در چاپ لیتوفان خود مواجه شوید. در اینجا چگونگی رفع برخی مشکلات رایج آورده شده است.
کم فشاری/فاصله ها
• کالیبره کردن چاپگر: این فرآیند اطمینان می دهد که پرینتر شما مقدار صحیح فیلامنت را بیرون میدهد. کم فشاری زمانی رخ می دهد که اکسترودر فیلامنت کافی را بیرون نمیدهد، که منجر به فاصله ها یا نقاط ضعیف در لیتوفان شما میشود.
• افزایش هم پوشانی (Overlab) پرکننده: این تنظیم کنترل میکند که خطوط پرکننده مجاور چقدر روی هم قرار می گیرند، تا اطمینان حاصل شود که فاصله ای برای عبور نور از لیتوفان به طور ناهموار باقی نمانده است. با یک هم پوشانی 10-15٪ شروع کنید و اگر فاصله ها ادامه داشت، آن را افزایش دهید.
• بررسی جریان فیلامنت/ضریب اکستروژن: در برخی موارد، افزایش اندک نرخ جریان (معمولاً 1-5٪) می تواند به پر کردن فاصله های ریز کمک کند.
پایه تاب خورده
• بررسی تراز بودن هیت بد: یک هیت بد تراز، برای هر چاپ موفقیت آمیز بسیار مهم است، زیرا تراز نادرست منجر به تاب خوردگی می شود، به ویژه برای اشیاء نازک و بلند مانند لیتوفان ها. پس قبل از شروع چاپ، مطمئن شوید که هیت بد شما به درستی تراز شده است.
• چسب هیت بد: از آنجا که لیتوفان ها اشیاء نازک و بلندی برای چاپ هستند، می توانید از چسب ماتیکی، اسپری مو، یا چسب های تخصصی چاپ سه بعدی برای افزایش چسبندگی لایه اول استفاده کنید.
• brim یا raft: همانطور که ذکر شد، اگر اینکار را نکرده اید، یک raft یا brim به چاپ خود اضافه کنید تا پایه ای پهن تر فراهم کنید.
تغییر لایه
• محکم کردن تسمه ها: تسمه های محور X و Y حرکت افقی چاپگر شما را کنترل می کنند. تسمه های شل منجر به حرکت نادرست می شوند و می توانند باعث تغییر لایه ها شوند، که جزئیات لیتوفان را خراب می کنند، بنابراین اطمینان حاصل کنید که آنها محکم هستند.
• کاهش سرعت چاپ: حرکات سریع و ناگهانی فشار را بر مکانیک پرینتر وارد می کنند، به ویژه در مورد لیتوفان ها، زیرا آنها اشیاء بسیار نازک و بلندی هستند. کند کردن به پرینتر شما زمان بیشتری می دهد تا هر حرکت را به درستی انجام دهد، که از تغییر لایه ها جلوگیری می کند.
• بررسی اجزای مکانیکی: اطمینان حاصل کنید که سر چاپ به راحتی در هر دو محور X و Y حرکت می کند. به دنبال پیچ های شل، بلبرینگ های فرسوده، یا آشغال هایی که حرکت را مسدود می کنند، بگردید.
منبع: All3dp.com
نوشتن یک نظر