

-100x52fill.jpg)















رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
راهنمای جامع رفع مشکلات چاپ سه بعدی.
تمام مشکلات رایج چاپ سه بعدی و راه حل های آنها. شامل مسائل مربوط به چاپ سه بعدی FDM و SLA.
برای چاپ بعدی تان آرزوی موفقیت میکنم!
مشکلات چاپ سه بعدی FDM:
با هر تلاشی که می کنید، چاپ شما از زمین بلند نمی شود. هیچ فیلامنتی از نازل داغ شما خارج نمی شود؛ دلایل احتمالی برای این نوع از مشکلات چاپ سه بعدی بسیار است.
__________
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
1. تمام شدن فیلامنت

(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
هیچ چیزی چاپ نمی شود، حتی اگر مدل به درستی در نرم افزار اسلایسر تنظیم و پیکربندی شده باشد. با این حال، هر چقدر هم که چاپ را به طور مکرر به چاپگر ارسال کنید، باز هم اتفاقی نمی افتد، جز پاشیده شدن گاه به گاه فیلامنت از نازل.
یا اینکه مدل در میانه ی چاپ قرار دارد و خروجی فیلامنت متوقف میشود، اما نازل همچنان به چاپ در هوا ادامه می دهد.
علت این مشکل چاپ سه بعدی چیست؟
این مشکلی آشکار است که در بسیاری از چاپگرها مانند دستگاه های سبک Prusa i3 که فیلامنت به وضوح دیده میشود، قابل توجه است، اما در سایر چاپگرها مانند XYZ DaVinci، Cel Robox و دستگاههای Ultimaker، مشکل همیشه به طور فوری مشخص نیست.
این و بسیاری دیگر از چاپگرها یا فیلامنت را در طراحی چاپگر محصور می کنند، یا فیلامنت در پشت پنهان است.
البته، برخی از چاپگرها دارای فیلامنت های هوشمندی هستند که داده ها را به نرم افزار بازمی گردانند و نشان می دهند که آیا فیلامنت نزدیک به تمام شدن یا خالی از مواد است. با این حال، همه ما دوست داریم که دستکاری کنیم و از فریمور اصلاح شده یا نرم افزار خودمان استفاده کنیم، و اینها گاهی اوقات ایمنی ها را دور می زنند. و حتی چاپگرهای دیگری هستند که اصلاً هیچ نوع ایمنی ندارند.
در همه موارد، به ویژه با سیستم های اکستروژن سبک Bowden (غیر مستقیم)، شما باید مقداری از فیلامنت باقیمانده را خارج کنید و سپس فیلامنت تازه ای را وارد کنید.
عیب یابی چاپگر سه بعدی: تمام شدن فیلامنت
نکته عیب یابی چاپ سه بعدی: قرقره فیلامنت را بررسی کنید
به قرقره فیلامنت نگاه کنید و ببینید آیا فیلامنتی باقی مانده است. اگر نه، یک قرقره جدید بارگذاری کنید. آسان است.
چک لیست مشکلات چاپ سه بعدی: تمام شدن فیلامنت
- قرقره فیلامنت را بررسی کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
2. نازل خیلی نزدیک به هیت بد است

(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
به طور ناگهانی، با وجود بارگذاری فیلامنت و حرکت سر اکسترودر بدون مشکل، هیچ فیلامنتی روی هیت بد قرار نمیگیرد.
علت این مشکل چاپ سه بعدی چیست؟
به سادگی، ممکن است نازل شما خیلی به هیت بد نزدیک باشد. اگر به نحوی هیت بد خود را تنها چند میکرون از دهانه نازل تنظیم کرده اید، بعید است که فیلامنت ذوب شده فضایی برای خروج داشته باشد. در بهترین حالت، چاپ شما لایه های اولیه خود را از دست میدهد و احتمال چسبیدن آن پس از خروج فیلامنت بیشتر میشود. در بدترین حالت، شما باعث ایجاد یک انسداد از فیلامنت ذوب شده در نازل خود میشوید که ممکن است منجر به بسته شدن آن شود.
عیب یابی چاپ سه بعدی: نازل خیلی به هیت بد نزدیک است
نکته عیب یابی چاپ سه بعدی: افست محور Z
تنها کمی بالا بردن ارتفاع نازل میتواند اغلب کمک کند. اکثر چاپگرهای سه بعدی در تنظیمات سیستم خود به شما اجازه میدهند که یک افست محور Z تنظیم کنید. برای بالا بردن نازل خود از روی هیت بد، باید افست را به مقدار مثبت افزایش دهید. این کار برای برعکس نیز کار میکند، با یک افست منفی که به حل مشکل چسبیدن چاپ های شما به تخت کمک میکند.
اما مراقب باشید، افست خیلی بالا باعث میشود که به پلتفرم نچسبد.
نکته عیب یابی چاپ سه بعدی: پایین آوردن هیت بد
یا بجای آن، اگر چاپگر شما اجازه دهد، می توانید با پایین آوردن هیت بد خود، همان اثر را ایجاد کنید. این روش اصلاحی مشکل تر است، زیرا نیاز به تنظیم مجدد و تراز کردن هیت بد برای چاپ های یکنواخت دارد.
چک لیست مشکل چاپ سه بعدی: نازل خیلی به هیت بد نزدیک است
- افست محور Z
- پایین آوردن هیت بد
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
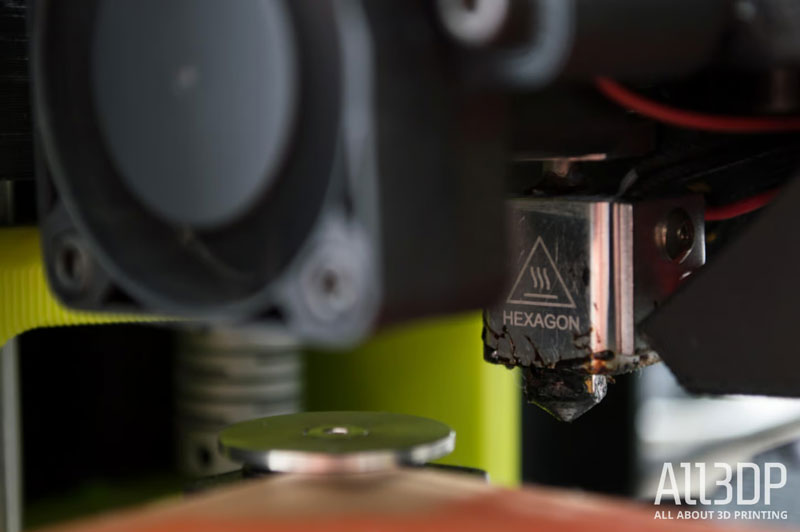
3. نازل مسدود شده
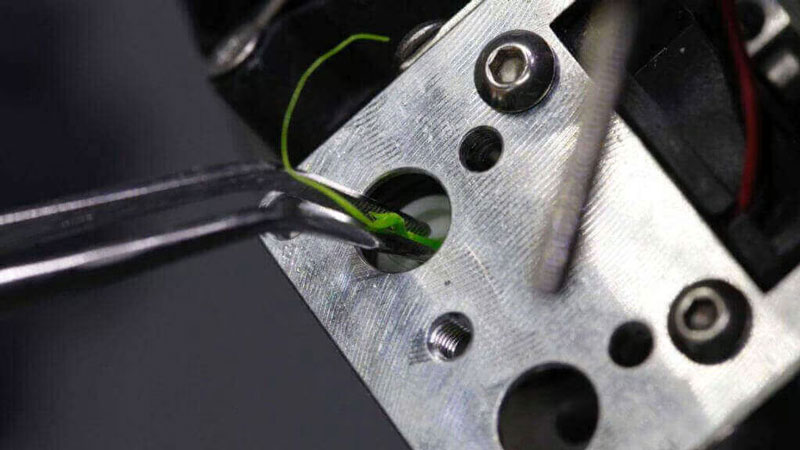
(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
شما یک کار چاپ را شروع میکنید اما هر کاری که انجام دهید، هیچ چیز از نازل خارج نمی شود. بیرون کشیدن فیلامنت و دوباره قرار دادن آن کارساز نیست.
علت مشکل چاپ سه بعدی چیست؟
یک تکه کوچک از فیلامنت پس از تعویض قرقره ها در نازل باقی مانده است، اغلب به این دلیل که فیلامنت در انتها شکسته است. وقتی فیلامنت جدید بارگذاری می شود، تکه باقیمانده از فیلامنت قدیمی در نازل اجازه نمیدهد فیلامنت جدید فشار داده شود.
کمی نگهداری از چاپگر میتواند به کاهش احتمال بروز مشکلاتی مانند نازل مسدود شده که بر خروجی های شما تأثیر میگذارد، کمک کند. در واقع، شما اغلب در می یابید که قبل از ظاهر شدن یک انسداد، فیلامنت کربنیزه شده قدیمی در داخل نازل شما وجود دارد. این می تواند برای هفته ها یا حتی ماه ها بدون اینکه متوجه شوید، در آنجا بماند، اما نشانه های کوچکی در کیفیت چاپ های شما وجود خواهد داشت.
اثرات آن اغلب نادیده گرفته می شوند؛ مانند خراش های کوچک در دیواره های خارجی، تکه های کوچک از فیلامنت تیره، یا تغییرات کوچک در کیفیت چاپ بین مدل ها. این نقص ها اغلب به سادگی به تغییرات جزئی که از چاپگرهای سه بعدی انتظار داریم، نسبت داده میشوند، اما واقعاً ممکن است اتفاقی کمی بیشتر نگران کننده در حال رخ دادن باشد. یک روش تمیز کردن به نام کشش اتمی یا کشش سرد (که در زیر توضیح میدهیم) می تواند این مشکل را برطرف کند.
شما معمولاً وقتی به این مشکل بر میخورید اگر به طور مکرر فیلامنت را از PLA به ABS تغییر دهید، به عنوان مثال. مقدار کمی از PLA در نازل باقی می ماند و فراتر از نقطه ذوب عادی خود گرم می شود. این می تواند به معنای کربنیزه شدن و سوختن آن باشد.
همچنین، فیلامنت را ازABS به نایلون تغییر دهید و دوباره شاهد چیزی مشابه خواهید بود. دیدن یک دودکش کوچک که به طور مختصر هنگامی که فیلامنت جدید از طریق آن فشار داده میشود، ظاهر میشود، نادر نیست.
رفع اشکال چاپ سه بعدی: نازل مسدود شده
نکته رفع اشکال چاپ سه بعدی: باز کردن با سوزن
اگر خوش شانس باشید، باز کردن انسداد نازل می تواند فرآیندی سریع و آسان باشد. ابتدا فیلامنت را خارج کنید. سپس با استفاده از پنل کنترل چاپگر خود (اگر دارد) گزینه "گرم کردن نازل" را انتخاب کنید و آن را تا نقطه ذوب فیلامنت گیر کرده افزایش دهید. به جای آن، چاپگر خود را به کامپیوتری که نرم افزار کنترل سازگار را اجرا می کند متصل کنید و نازل را با آن گرم کنید. برای PLA دما را به 220 درجه سانتیگراد تنظیم کنید. هنگامی که نازل به دمای صحیح رسید، از یک سوزن کوچک برای پاک کردن سوراخ استفاده کنید (مراقب باشید انگشتان خود را نسوزانید). اگر نازل شما 0.4 میلیمتر است، به سوزنی کوچکتر نیاز دارید.
نکته رفع اشکال چاپ سه بعدی: فشار دادن فیلامنت قدیمی
اگر متوجه شدید که نازل هنوز مسدود است، ممکن است بتوانید با استفاده از یک تکه دیگر از فیلامنت، فیلامنت را از طریق آن فشار دهید. همانند قبل، ابتدا فیلامنت را خارج کنید. نازل اکسترودر را برای PLA تا 220 درجه سانتیگراد گرم کنید و سپس از یک تکه دیگر از فیلامنت استفاده کنید تا از بالا فشار دهید و سعی کنید فیلامنت گیر کرده در نازل را بیرون بزنید. معمولاً، اگر فیلامنت جدید در باز کردن موفق نبوده است، فشار اضافی که می توانید با دست وارد کنید ممکن است کار را انجام دهد. با این حال، خیلی سخت فشار ندهید زیرا خطر خم شدن میله های افقی چاپگر وجود دارد.
هنگامی که انتها باز شد، از یک سوزن برای فشار دادن از طریق نازل و یک برس برای تمیز کردن هرگونه اضافه فیلامنت استفاده کنید.
نکته رفع اشکال چاپ سه بعدی: باز کردن و بازسازی نازل
در موارد شدید که نازل همچنان مسدود است، باید کمی جراحی انجام دهید و نازل را باز کنید. اگر قبلاً این کار را انجام نداده اید، ایده خوبی است که یادداشت ها و عکس هایی تهیه کنید تا بدانید هنگام بازسازی همه چیز کجا قرار می گیرد. ابتدا فیلامنت را خارج کنید، سپس دفترچه راهنمای چاپگر خود را بررسی کنید تا دقیقاً ببینید چگونه نازل را باز کنید.
کشش اتمی
نکته رفع اشکال چاپ سه بعدی: بخش اول کشش اتمی - انتخاب ماده
شما می توانید برای این کار از ABS یا نایلون استفاده کنید، اما با گذشت زمان ما متوجه شده ایم که نتایج مداوم تری از نایلون به دست می آید به دلیل نقطه ذوب بالاتر آن. فیلامنت همچنین شکل خود را بسیار بهتر حفظ می کند. با این حال، ABS رایج تر است، بنابراین ما از آن در اینجا استفاده می کنیم.
نکته رفع اشکال چاپ سه بعدی: بخش دوم کشش اتمی - خارج کردن فیلامنت
ابتدا فیلامنتی که در حال حاضر در سر چاپگر قرار دارد را به روش معمول برای چاپگر خود خارج کنید. سپس اهرم اکسترودر را فشار دهید، تا زمانی که بتوانید به صورت دستی فیلامنت را از طریق آن فشار دهید.
نکته رفع اشکال چاپ سه بعدی: بخش سوم کشش اتمی - افزایش دمای نازل
دمای نازل را به 240 درجه افزایش دهید. ما از ABS استفاده می کنیم، اما اگر از نایلون استفاده می کنید، دمای نقطه ذوب را روی بسته بندی بررسی کنید. آن را برای 5 دقیقه در این دما بدون فشار دادن فیلامنت نگه دارید.
نکته رفع اشکال چاپ سه بعدی: بخش چهارم کشش اتمی - فشار دادن فیلامنت
به آرامی به فیلامنت فشار وارد کنید تا شروع به خروج از نازل کند. کمی آن را عقب بکشید و دوباره از طریق آن فشار دهید تا شروع به جریان از نازل کند.
نکته رفع اشکال چاپ سه بعدی: بخش پنجم کشش اتمی - کاهش دمای نازل
دما را برای ABS به 180 درجه یا برای نایلون به 140 درجه کاهش دهید (شما باید کمی برای فیلامنت خود آزمایش کنید). چاپگر را برای 5 دقیقه در این دما نگه دارید.
نکته رفع اشکال چاپ سه بعدی: بخش ششم کشش اتمی - خارج کردن فیلامنت
فیلامنت را از سر خارج کنید. وقتی به انتها نگاه می کنید باید مقداری ماده کربنیزه شده سیاه را در انتها ببینید. فرآیند را تا زمانی که تمیز شود تکرار کنید. اگر فیلامنت از نازل کشیده نشود، دمای نازل را کمی افزایش دهید.
چک لیست مشکل چاپ سه بعدی: نازل مسدود شده
- نازل را گرم کنید و با سوزن تمیز کنید.
- سعی کنید با استفاده از یک تکه دیگر از فیلامنت، فیلامنت را از طریق آن فشار دهید.
- نازل را باز کنید و ببینید آیا می توانید انسداد فیلامنت را خارج کنید.
- سعی کنید یک کشش اتمی (کشش سرد) انجام دهید.
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
4. سر نازل از صفحه چاپ خارج می شود.
(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
واقعاً نمی توان این مورد را نادیده گرفت. در شدیدترین حالت، صدای آن بلافاصله به شما هشدار میدهد که مشکل بزرگی وجود دارد.
زمانی که سر اکسترودر از هیت بد خارج میشود، معمولاً به حداکثر محدوده موقعیت X یا Y نیز رسیده است. هنگامی که سر چاپگر سعی میکند فراتر از نقطه دورترین خود حرکت کند، صدایی از طریق تسمه های لغزنده، چرخ دنده های ساینده، یا سر چاپگر که سعی در پاره کردن کناره های چاپگر دارد، تولید میشود.
بسیار بعید است که چاپگر شما در این حالت موفق به تولید چاپ شود. و در حالی که رفع آن آسان است، اما مشکلی نیست که بتوان نادیده گرفت یا در زمان دیگری آن را تعمیر کرد.
چه چیزی باعث این مشکل چاپ سه بعدی میشود؟
پیکربندی اشتباه، انتخاب پرینتر اشتباه، یا اکسترودر متوقف شده فرسوده یا شکسته، همگی مشکلات رایج هستند.
اگر مشکل با یک چاپگر جدید شروع شود، احتمال دارد که مشکلی در پیکربندی چاپگر وجود داشته باشد. دوباره فرآیند راه اندازی را اجرا کنید و اطمینان حاصل کنید که نسخه فریمور درستی برای چاپگر خود دارید.
انتخاب تصادفی چاپگر اشتباه از لیست کشویی در برنامه اسلایسر شما می تواند علت رایج این مشکل چاپ سه بعدی باشد. به عنوان مثال، سعی در چاپ با استفاده از فایل های چاپی پیکربندی شده برای ender3 با استفاده از cr10 max.
هنگامی که چاپگر خود را راه اندازی می کنید، اطمینان حاصل کنید که حجم چاپ صحیح را مشخص کرده اید، دوباره یا در فریمور چاپگر یا از طریق نرم افزار. اگر پرینتر فکر کند که سکوی چاپ بزرگتری دارد تا آنچه که واقعاً دارد، سعی خواهد کرد از آن استفاده کند، حتی اگر وجود نداشته باشد.
اگر پرینترشما معمولاً خوب است و سپس ناگهان مشکلی پیش می آید، ابتدا نرم افزار آماده سازی چاپ خود را دوباره بررسی کنید. ممکن است چیزی ریست شده یا توسط یک به روزرسانی تغییر کرده باشد! عجیب نیست که نرم افزار به تنظیمات پیشفرض بازگردد یا به طور خودکار آخرین نسخه چاپگر را انتخاب کند، حتی اگر آن نسخه ای نباشد که شما استفاده می کنید.
و اگر همه چیز خوب به نظر میرسد، پس ممکن است یکی از انتهای متوقف کننده ها (یا سنسورهای برخورد) در چاپگر شما دیگر کار نکند.
اگر این اتفاق بیفتد، می تواند بسیار درهم و برهم شود.
راهنمای عیب یابی چاپگر سه بعدی: سر اکسترودر از صفحه ی چاپ خارج میشود
نکته رفع مشکل چاپ سه بعدی: برای چاپگر خود، اسلایسر را بررسی کنید
قبل از امتحان کردن هر چیز دیگری، مطمئن شوید که چاپگر صحیح را در نرم افزار چاپ خود انتخاب کرده اید. همه چاپگرها متفاوت هستند، بنابراین حتی اگر صفحه های چاپ دو چاپگر یکسان باشند، بعید است که سایر ابعاد و تنظیمات دقیقاً مطابقت داشته باشند.
نکته رفع مشکل چاپ سه بعدی: فریمور را به روزرسانی کنید
اگر تازه چاپگر را خریداری کرده اید و این مشکل پیش می آید، مطمئن شوید که آخرین نسخه فریمور را نصب کرده اید. پس از به روزرسانی، فرآیند راه اندازی را اجرا کنید و تمام تنظیمات، به ویژه در اطراف اندازه منطقه چاپ، را دوباره بررسی کنید که صحیح باشند. این کار را با مشورت با تیم فنی پرمان شاپ انجام دهید. لزوما همه ی بروزرسانی های فریمور ها منجر به اضافه شدن قابلیت جدید به پرینتر سه بعدی شما نخواهد شد. هشدار! قبل از مشاوره از این کار اجتناب کنید!
نکته رفع مشکل چاپ سه بعدی: انتهای متوقف کننده ها را بررسی کنید
این کار کمی بیشتر تلاش برای تشخیص نیاز دارد. به حرکت سر چاپگر نگاه کنید. اگر سعی کند فراتر از دورترین نقطه یکی از محورهای خود برود، بررسی کنید که انتهای متوقف کننده قطع نشده باشد. اگر همه چیز خوب به نظر میرسد (و هیچ یک از مراحل بالا مشکل شما را حل نکرده اند)، پس جایگزینی انتهای متوقف کننده ها با موارد جدید باید گام بعدی شما باشد.
چک لیست مشکل چاپ سه بعدی: سر اکسترودر از صفحه چاپ خارج می شود
• برای چاپگر صحیح، اسلایسر را بررسی کنید.
• فریمور را به روزرسانی کنید.هشدار! حتما قبل از مشاوره از این کار اجتناب کنید!
• انتهای متوقف کننده ها را بررسی کنید.
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
5. فیلامنت شکسته شده
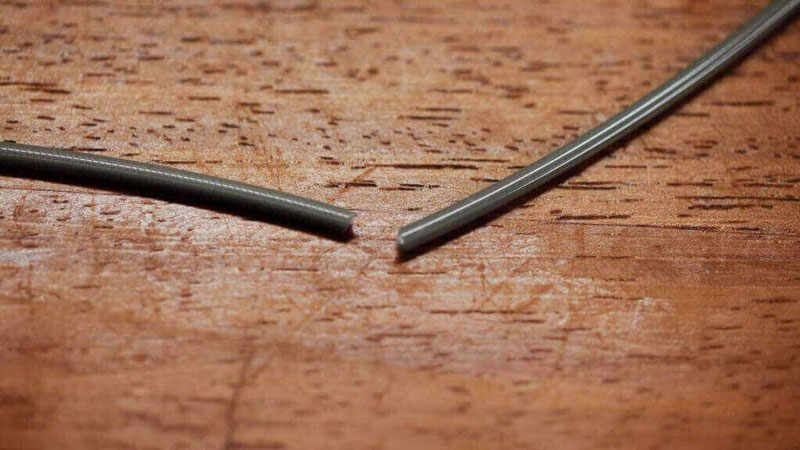
مشکل چاپ سه بعدی چیست؟
قرقره فیلامنت هنوز پر به نظر میرسد، و زمانی که بررسی می کنید به نظر میرسد فیلامنتی در لوله تغذیه وجود دارد، اما هیچ چیزی از نازل خارج نمی شود. این مسئله بیشتر در چاپگرهای با تغذیه بودن تا تغذیه مستقیم مطرح است، زیرا فیلامنت پنهان است و شکستگی ها همیشه بلافاصله مشخص نیستند.
چه چیزی باعث مشکل چاپ سه بعدی میشود؟
این مشکل به دلیل مسائل متعددی ایجاد میشود اما عمدتاً به خاطر فیلامنت قدیمی یا ارزان قیمت است. اگرچه اکثر فیلامنت ها مانند PLA و ABS مدت زمان طولانی دوام می آورند، اگر آنها را در شرایط نادرست مانند نور مستقیم خورشید نگهداری کنید، می توانند شکننده شوند. سپس هنگامی که به داخل چاپگر تغذیه می شوند، هیچ مقدار تنظیمی کمک نخواهد کرد.
مسئله دیگر قطر فیلامنت است و این می تواند از تولیدکننده به دسته متفاوت باشد. گاهی اوقات اگر تنش گیر بیکار بیش از حد سفت باشد، برخی از فیلامنت ها که هنوز سالم اند، می توانند تحت فشار بشکنند.
عیب یابی چاپ سه بعدی: شکستن فیلامنت
نکته عیب یابی چاپ سه بعدی: برداشتن فیلامنت
اولین کاری که باید انجام دهید این است که فیلامنت را به روش معمول از چاپگر خارج کنید. از آنجا که فیلامنت معمولاً در داخل لوله شکسته است، باید لوله را از هر دو طرف فیدر و سمت نازل خارج کنید. سپس نازل را گرم کرده و فیلامنت را بیرون بکشید.
نکته رفع مشکل چاپ سه بعدی: فیلامنت دیگری را امتحان کنید
اگر پس از بارگذاری مجدد فیلامنت، دوباره اتفاق افتاد، فیلامنت دیگری را برای بررسی استفاده کنید تا مطمئن شوید که فقط فیلامنت قدیمی و شکننده نیست که باید دور ریخته شود.
نکته رفع مشکل چاپ سه بعدی: تنش ایدلر را شل کنید
اگر فیلامنت جدید شکست، بررسی کنید که اهرم سفت کننده پولی اکسترودر بیش از حد سفت نباشد با شل کردن کامل آن. همانطور که چاپ شروع میشود، تنش را تنظیم کنید تا فیلامنت لغزش نداشته باشد.
نکته رفع مشکل چاپ سه بعدی: نازل را بررسی کنید
بررسی کنید که نازل مسدود نشده باشد و آن را به خوبی تمیز کنید.
نکته رفع مشکل چاپ سه بعدی: نرخ جریان و دما را بررسی کنید
اگر مشکل ادامه داشت، بررسی کنید که نازل داغ شده و به دمای صحیح میرسد. همچنین، بررسی کنید که نرخ جریان فیلامنت 100٪ و نه بیشتر باشد.
چک لیست مشکل چاپ سه بعدی: فیلامنت شکسته
• بررسی کنید که فیلامنت از بهترین حالت خود نگذشته باشد.
• قطر فیلامنت را بررسی کنید.
• اهرم سفت کننده پولی اکسترودر را تنظیم کنید.
• بررسی کنید که نازل داغ تمیز و به دمای صحیح میرسد.
• نرخ جریان را روی 100٪ تنظیم کنید.
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
6. فیلامنت دندانه دندانه شده
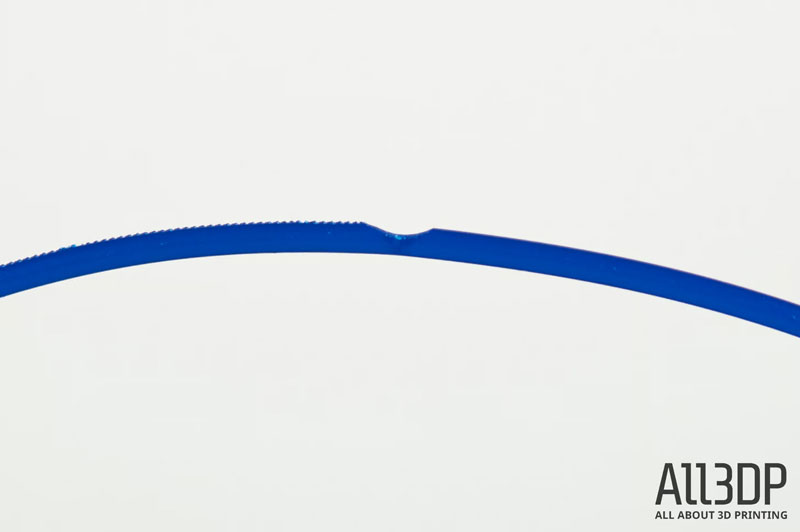
یک شکاف مشهود در فیلامنت، نشانه ی واضحی از کنده شدن فیلامنت است (منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
ریسیدگی یا دندانه دندانه شدن فیلامنت می تواند در هر نقطه ای از فرآیند چاپ و با هر نوع فیلامنتی رخ دهد. نتیجه این است که هیچ فیلامنتی از نازل داغ خارج نمی شود و چاپ شما به طور ناگهانی پایان می یابد.
چه چیزی باعث مشکل چاپ سه بعدی میشود؟
انسداد، شل بودن اهرم سفت کننده پولی اکسترودر، دمای نادرست نازل، تنها چند مورد از دلایل رایج هستند، اما همه معمولاً به راحتی قابل اصلاح هستند. نتیجه این مشکل این است که مهره خاردار یا پولی (چرخ دنده دندانه دار) در اکسترودر قادر به کشیدن یا هل دادن فیلامنت از طریق چاپگر نیست. همانطور که موتور می چرخد، دندانه های کوچک روی چرخ دنده که معمولاً فیلامنت را میگیرند و از طریق سیستم هدایت میکنند، به جای آن ساییده میشوند تا دیگر هیچ گرفتگی وجود نداشته باشد و چرخ دنده و فیلامنت نلغزند.
راهنمای عیب یابی چاپ سه بعدی: فیلامنت دندانه دندانه شده
نکته رفع مشکل چاپ سه بعدی: به سیستم کمک کنید تا فیلامنت را هدایت کند
اگر فیلامنت تازه شروع به رشته رشته شدن کرده است، معمولاً می توانید از صدا و ظاهر تراشه های پلاستیکی متوجه شوید، سپس فشار ملایمی به فیلامنت وارد کنید تا به آن کمک کنید از طریق سیستم عبور کند. این کار اغلب به دستگاه کمک میکند تا دوباره به طور روان چاپ کند.
نکته رفع مشکل چاپ سه بعدی: اهرم سفت کننده پولی اکسترودر را تنظیم کنید
ابتدا با شل کردن اهرم سفت کننده پولی اکسترودر شروع کنید، فیلامنت را وارد کنید و تا زمانی که لغزش متوقف شود، محکم کنید. قطر فیلامنت ها متفاوت است، بنابراین اگرچه اهرم سفت کننده پولی اکسترودر برخی از تفاوت ها در قطر را جذب میکند، برخی از فیلامنت ها نیاز به تنظیم دقیق دارند.
نکته رفع مشکل چاپ سه بعدی: فیلامنت را خارج کنید
در اکثر موارد، شما نیاز دارید که فیلامنت را خارج و جایگزین کنید و سپس آن را دوباره از طریق سیستم عبور دهید. پس از خارج کردن فیلامنت، فیلامنت را از زیر ناحیه ای که نشانه های لغزش دارد ببرید و سپس آن را دوباره به سیستم وارد کنید. اگر فیلامنت شکسته باشد، ممکن است از بهترین حالت قابل استفاده خود گذشته باشد. دوباره امتحان کنید و اگر دوباره شکست و متوجه شدید که فیلامنت شکننده به نظر میرسد، آن را دور بیندازید و از فیلامنت دیگری استفاده کنید.
نکته رفع مشکل چاپ سه بعدی: دمای نازل داغ را بررسی کنید
اگر تازه فیلامنت جدیدی را همزمان با شروع مشکل وارد کرده اید، دوباره بررسی کنید که دمای صحیح را تنظیم کرده اید.
چک لیست مشکل چاپ سه بعدی: فیلامنت ریسیده
• به سیستم کمک کنید تا فیلامنت را هدایت کند.
• اهرم سفت کننده پولی اکسترودر را تنظیم کنید.
• فیلامنت را خارج کنید.
• دمای نازل را بررسی کنید.
مشکلات چاپ سه بعدی FDM:
چاپ من ناموفق بود
همه چیز عالی به نظر می رسید، اما به دلیلی نامعلوم، چاپ ناموفق بود. به صفحه چاپ چسبندگی نداشت، یا فیلامنت دیگر خارج نمیشد — صرف نظر از این، این نوع مشکل چاپ سه بعدی می تواند یک مشکل از مشکلات بسیاری باشد.
________
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
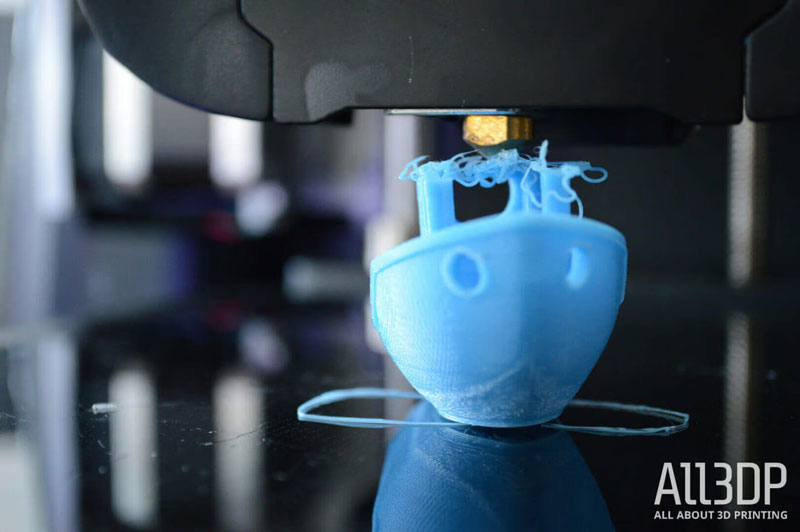
7. خروج مواد در میانه چاپ متوقف شد

(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
گاهی اوقات، به دلایل مختلفی، نازل دستگاه متوقف می شود و فیلامنت مذاب را خارج نمی کند.
چه چیزی باعث این مشکل چاپ سه بعدی میشود؟
معمولاً این مشکل چاپ سه بعدی به دو بخش از فرآیند چاپ مربوط می شود — یا مشکلی با تأمین فیلامنت شما وجود دارد، یا مشکلی در خود نازل وجود دارد. ممکن است به سادگی موردی باشد که فیلامنت شما تمام شده است. برخی از چاپگرها فیلامنت را مخفی می کنند، بنابراین شما هرگز نمیبینید! یا ممکن است اهرم سفت کننده پولی اکسترودر روی اکسترودر شما بیش از حد سفت باشد که باعث می شود فیلامنت وارد نازل نشود.
به طور جایگزین، ممکن است انسدادی در نازل داغ شما وجود داشته باشد که از خروج بیشتر فیلامنت جلوگیری میکند.
راهنمای عیب یابی چاپ سه بعدی: خروج مواد در میانه چاپ متوقف شد
نکته رفع مشکل چاپ سه بعدی: مطمئن شوید فیلامنت کافی دارید
کمی واضح است، اما حتی بهترین ما ممکن است لحظاتی از تمرکز خارج شویم. بسیاری از برنامه های اسلایسر اکنون برآورد مواد برای چاپ های شما ارائه می دهند و قضاوت آن در برابر وزن فیلامنت شما و مقدار باقیمانده روی آن می تواند به شما احساسی بدهد که آیا فیلامنت کافی برای تکمیل چاپ شما وجود دارد یا خیر.
نکته رفع مشکل چاپ سه بعدی: برای فیلامنت دندانه دندانه بررسی کنید
فیلامنت دندانه دندانه می تواند مسئول شکست چاپ در میانه باشد و می تواند به دلیل مسائل متعددی ایجاد شود. نکته رفع مشکل چاپ سه بعدی ما را برای برخورد با فیلامنت دندانه دندانه بررسی کنید.
نکته رفع مشکل چاپ سه بعدی: برای نازل مسدود شده بررسی کنید
نازلی که با فیلامنت سوخته قدیمی پوشیده شده است می تواند چندین مشکل چاپ مختلف ایجاد کند، یکی از آنها مسدود کردن هرگونه خروجی جدید است که قرار است قرار گیرد. نکته رفع مشکل چاپ سه بعدی ما را برای برخورد با نازل مسدود شده بررسی کنید.
نکته رفع مشکل چاپ سه بعدی: برای فیلامنت شکسته بررسی کنید
مشکلی که عمدتاً بر روی تنظیمات اکسترودر سبک Bowden تأثیر میگذارد، فیلامنت شکسته می تواند باعث جدا شدن بین اکسترودر و نازل داغ شود. خوشبختانه، تشخیص و رفع آن آسان است، اما ممکن است نشانه ای باشد که فیلامنت شما از بهترین حالت خود گذشته است. نکته رفع مشکل چاپ سه بعدی ما را برای برخورد با فیلامنت شکسته بررسی کنید.
چک لیست مشکل چاپ سه بعدی: خروج مواد در میانه چاپ متوقف شد
• مطمئن شوید فیلامنت کافی دارید.
• برای فیلامنت دندانه دندانه بررسی کنید.
• برای نازل مسدود شده بررسی کنید.
• برای فیلامنت شکسته بررسی کنید.
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
8. چاپ به هیت بد نمی چسبد
(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
از دست دادن چاپ به دلیل چسبندگی نداشتن به صفحه چاپ یک مشکل رایج است ولی معمولاً حل این مشکل آسان است.
متأسفانه، یک چاپ سه بعدی می تواند تقریباً در هر زمانی، از لایه اول تا آخرین لایه، آزاد شود که این موضوع بخصوص عصبانی کننده است.
البته، همیشه تقصیر چاپگر نیست و اگر شما سعی کرده اید مدلی را چاپ کنید که فقط مقدار کمی تماس با صفحه دارد، بدون شک این مشکل خواهد بود. تصور کنید که شما در حال چاپ یک هواپیما هستید و تنها تماس مدل با سکوی چاپ، چرخ ها هستند. بنابراین، بدون نوعی چسبندگی و حاشیه ساختاری برای صفحه چاپ، احتمال چاپ آن کم است، قبل از اینکه حتی شروع به نگاه کردن به ساپورت ها کنید.
خوشبختانه، به دلیل اینکه این مشکل بسیار رایج است، راه های زیادی برای حل آن وجود دارد.
چه چیزی باعث این مشکل چاپ سه بعدی می شود؟
رایج ترین دلیل ساده است که چاپ به سطح صفحه چاپ نمی چسبد. فیلامنت به یک پایه بافت دار برای چسبندگی نیاز دارد، بنابراین برای حل مشکل شما باید یک سطح چسبندگی بهتر ایجاد کنید.
یک صفحه چاپ ناهموار می تواند مشکل دیگری باشد. اگر سکو ناهموار باشد، برای برخی از قسمت های چاپ، نازل به اندازه کافی به صفحه نزدیک نخواهد بود تا لایه اول را به درستی خارج و به آن بچسباند.
کالیبراسیون نیز می تواند مشکل بزرگی باشد، به مرور زمان فاصله بین نازل و صفحه می تواند به حدی افزایش یابد که لایه اولیه کشیده شود تا به صفحه ی چاپ فشار داده شود.
در تمام این موارد، احتمالاً شما شاهد یک توده از فیلامنت خواهید بود که بالای مدل نیمه ساخته شما ظاهر میشود، فقط توده ای از فیلامنت یا قطعاتی از مدل شما پراکنده در سراسر صفحه ی چاپ.
راهنمای عیب یابی چاپ سه بعدی: چاپ به هیت بد نمی چسبد
نکته رفع مشکل چاپ سه بعدی: بافت اضافه کنید
برای افزایش شانس چسبندگی فیلامنت به صفحه، نیاز است که ماده دیگری برای افزودن بافت اضافه کنید. رایج ترین راه حل، اعمال یک لایه نازک چسب ماتیکی به صفحه ی چاپ است که سپس می توان آن را به راحتی با آب گرم شستشو داد. جایگزین دیگر برای PLA، افزودن پلوتیپ است. برای فیلامنت هایی که نیاز به صفحه ی گرم شده با دمای 40 درجه و بالاتر دارند، انواع نوارهای ویژه ای که کمی مقاومت بیشتری در برابر حرارت دارند، اکنون موجود است.
نکته رفع مشکل چاپ سه بعدی: هیت بد را تراز کنید
هر چاپگری فرآیند متفاوتی برای تراز کردن صفحه ی چاپ دارد، برخی مانند آخرین مدل های جدید از یک سیستم تراز خودکار بسیار قابل اعتماد استفاده می کنند، دیگران مانند Ultimaker دارای رویکرد گام به گام کاربردی هستند که شما را از طریق فرآیند تنظیم راهنمایی میکند. برای نحوه تراز کردن هیت بد خود به دفترچه راهنمای چاپگر خود مراجعه کنید.
نکته رفع مشکل چاپ سه بعدی: ارتفاع نازل را تنظیم کنید
اگر نازل خیلی بالا باشد، فیلامنت به صفحه نمی چسبد، خیلی پایین باشد و نازل شروع به خراشیدن چاپ میکند. گزینه افست محور Z را در تنظیمات چاپگر خود پیدا کنید و تنظیمات کوچکی انجام دهید - مثبت برای بالا بردن نازل از تخت، و منفی برای پایین آوردن آن.
نکته رفع مشکل چاپ سه بعدی: صفحه ی چاپ را تمیز کنید
اگر روی ماده ای مانند شیشه چاپ می کنید، گاهی لازم است که آن را به خوبی تمیز کنید، به ویژه اگر به طور مکرر چسب ماتیکی اعمال می کنید. چربی از اثر انگشتان شما و تجمع بیش از حد چسب می تواند همه به عدم چسبندگی هیت بد کمک کند.
نکته رفع مشکل چاپ سه بعدی: چسبندگی صفحه ی ساخت را اعمال کنید
برخی از مدل ها بدون حاشیه به خوبی چاپ میشوند، اما اقلام کوچکتر و آنهایی که فقط مقدار کمی از اثر انگشت با صفحه تماس دارند، نیاز به نوعی چسبندگی صفحه ی ساخت دارند. این ها می توانند در نرم افزار اسلایسر شما اضافه شوند - به دنبال "brim" و "raft" بگردید.
brim یک لایه تکی از تعداد مشخصی از خطوط محیطی را که از نقطه تماس چاپ شما با هیت بد خارج میشوند، اضافه میکند؛ این کمترین ضایعات را دارد و به تجربه ما گزینه بهتری است، به شرطی که اشکالی نداشته باشید که با دسته تیغه لبه گیری چاپ خود را برای برداشتن حاشیه تراش دهید.
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
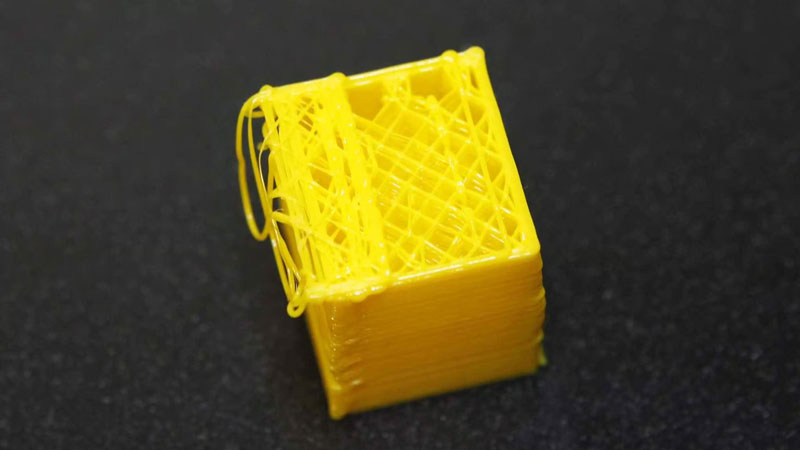
10. ساپورت ها فرو ریخت!
مشکل چاپ سه بعدی چیست؟
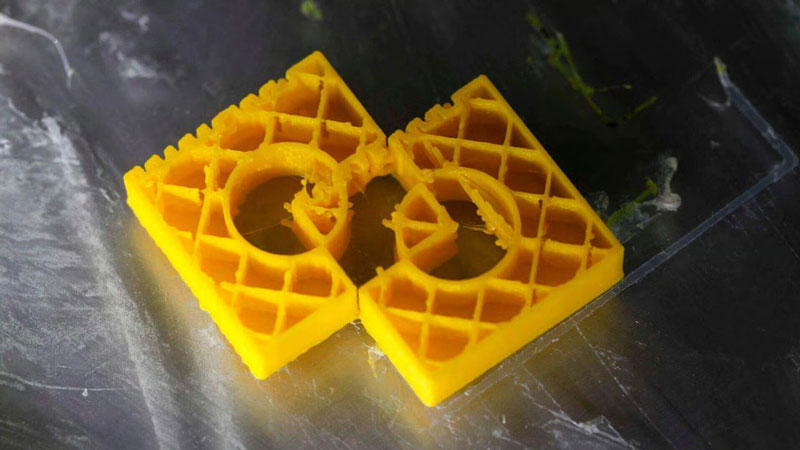
چاپ مدل های پیچیده ممکن است نیاز به یک یا دو ساپورت داشته باشد و در حالی که برداشتن ساپورت ها می تواند دردسرساز باشد، متأسفانه آنها بخش جدایی ناپذیری از مدل سازی هستند.
وظیفه ساپورت ساده است، پشتیبانی می کند، اما گاهی اوقات می شکند و مدل شما بدون ساپورت باقی میماند.
شما متوجه خواهید شد که هنگامی که چاپ شما انجام می شود، بخش هایی از ساختار پشتیبان ناهموار به نظر میرسند، ترک ها ممکن است ظاهر شوند یا فقط شروع به نازک و ضعیف به نظر رسیدن می کنند.
نه تنها ساپورت ها شکست می خورند، بلکه فیلامنت اضافی که بیرون می آید مدل شما را خراب میکند.
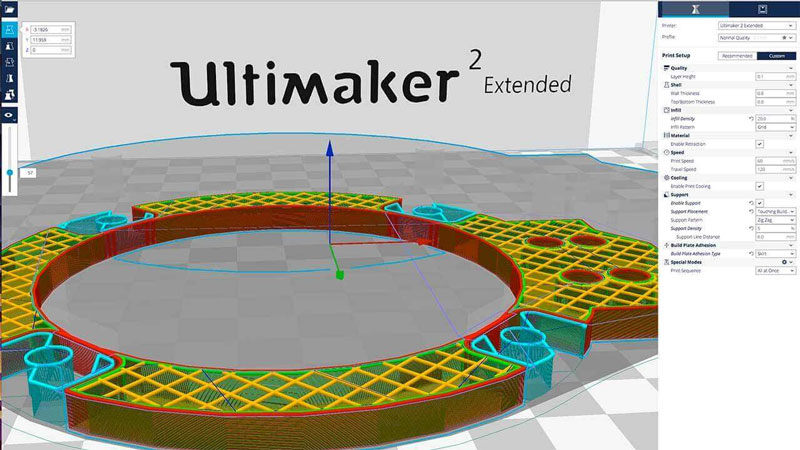
چه چیزی باعث این مشکل چاپ سه بعدی می شود؟
ساختارهای ساپورت چیزهای پیچیده ای هستند و بیشتر برنامه های اسلایسر به شما چندین گزینه ای ارائه می دهند. خیلی راحت است که فقط به تنظیمات پیش فرض اهمیت بدهید، اما این تضمینی برای موفقیت با اضافات چاپ شده سه بعدی شما نیست. یک ملاحظه مهم نوع ساپورتی است که مدل شما را در طول فرآیند چاپ ثابت و پشتیبانی میکند.
خطوط و زیگزاگ ها معمولاً پس از پایان چاپ به راحتی برداشته می شوند، اما در طول فرآیند چاپ استحکام کمتری دارند. مثلث ها و شبکه ها پشتیبانی بیشتری ارائه می دهند اما برداشتن آنها می تواند دردسرساز باشد.
یک ساختار پل ساده با ستون های باریک عمودی را در نظر بگیرید و سپس به ساپورت ها فکر کنید. آنها کار زیادی برای حفظ استحکام مدل دارند، اگر شما خطوط یا زیگزاگ ها را انتخاب کرده اید، احتمال اینکه مدل در طول فرآیند چاپ حرکت کند و ساپورت های ظریف را در حین حرکت بشکند، وجود دارد.
یک ساختار سخت مانند شبکه گزینه بهتری خواهد بود.
برخی از نرم افزارهای اسلایسر امکان چاپ ساپورت ها بدون چسبندگی به پلتفرم را فراهم می کنند. اگر این مورد باشد، پایه کوچک ساپورت برای اتصال مستقیم به پلتفرم چاپ دست و پنجه نرم خواهد کرد.
اغلب با مدل های بلند، طول ساپورت ها می تواند بیش از حد باشد و ساختار باریک به سادگی به حد خود رسیده است. در این موارد، مهم است که به ایجاد ساپورتی محکم مانند "بلوک" نگاه کنید. زیر اضافات بزرگ، این ها میتوانند پشتیبانی قوی اضافه کنند.
ساپورت ها می توانند برای برداشتن واقعاً دردسرساز باشند، بنابراین تمایل به کاهش چگالی تا حدی که میشود وجود دارد. این کار البته می تواند مشکلاتی ایجاد کند، اگر ساپورت ها باربر هستند، شما باید چگالی پشتیبان را افزایش دهید.
فیلامنت قدیمی یا ارزان می تواند مشکل دیگری باشد، اگر فیلامنت از بهترین حالت خود گذشته باشد، وقتی بیرون کشیده میشود، ممکن است متوجه شوید که فیلامنت به طور کافی لایه به لایه نمی چسبد، یا بیرون کشیدن نامرتب و ترک خورده است، که منجر به شکستن ساپورت ها می شود.
در نهایت، به چاپگر خود هنگام چاپ نگاه کنید. اگر چاپگر بیش از حد معمول حرکت میکند یا لرزش دارد، پس از مهره ها و پیچ ها بررسی کنید و فقط اطمینان حاصل کنید که همه چیز محکم است. پس از انجام تمام بررسی های معمول، فرآیند کالیبراسیون را دوباره اجرا کنید.
راهنمای عیب یابی چاپگر سه بعدی: ساپورت ها فرو می ریزند
نکته راهنمای عیب یابی چاپ سه بعدی: ساپورت های صحیح را انتخاب کنید
به نوع مدلی که قصد چاپ آن را دارید نگاه کنید. اگر اضافات بزرگی وجود دارند که بخش های مدل را به هم متصل می کنند و اینها ارتباط خوبی با پلتفرم دارند، سعی کنید از پشتیبان های خطی یا زیگزاگ استفاده کنید. اگر مدل ارتباط کمتری با صفحه ی چاپ دارد یا به ساپورت های بسیار قوی تری نیاز دارد، از ساپورت های شبکه ای یا مثلثی استفاده کنید.
نکته راهنمای عیب یابی چاپ سه بعدی: چسبندگی به صفحه چاپ اضافه کنید
مطمئن شوید که نوعی از چسبندگی به پلتفرم، مانند brim، اضافه کرده اید، بنابراین پایه ها پایه ای محکم برای اتصال دارند.
نکته راهنمای عیب یابی چاپ سه بعدی: چگالی ساپورت را افزایش دهید
این کار را به عنوان آخرین راه حل امتحان کنید. افزایش چگالی ساپورت، ساختاری متراکم تر به مدل شما ارائه می دهد تا بر روی آن استراحت کند و کمتر تحت تأثیر هرگونه حرکت مدل قرار می گیرد، اما برداشتن آن بسیار سخت تر خواهد بود.
نکته راهنمای عیب یابی چاپ سه بعدی: ساپورت های درون مدل ایجاد کنید
ساپورت هایی که بیش از حد بلند هستند می توانند مستعد ضعف باشند. با اضافه کردن یک بلوک بلند به عنوان بخشی از چاپ شما که دقیقاً زیر جایی که نیاز به ساپورت ها است به پایان می رسد، ساپورت ها پایه ای محکم بدون نیاز به چاپ بلند و ضعیف دریافت می کنند.
نکته راهنمای عیب یابی چاپ سه بعدی: فیلامنت را تعویض کنید
فیلامنت می تواند هنگامی که به انتهای عمر مفید خود می رسد، شکننده شود و این معمولاً در کیفیت ساپورت ها نشان داده میشود. فیلامنت را با یک فیلامنت تازه عوض کنید و ببینید آیا مشکل بهبود می یابد.
نکته راهنمای عیب یابی چاپ سه بعدی: بررسی کنید که همه چیز محکم است
لرزش ها و تکان های چاپگر می تواند یک مشکل واقعی باشد. دستگاه خود را یک بار بررسی کنید و مطمئن شوید که همه چیز محکم است و در صورت نیاز دوباره کالیبره کنید.
چک لیست مشکلات چاپ سه بعدی: ساپورت ها فرو میریزند
از نوع ساپورت صحیح استفاده کنید
چسبندگی به پلتفرم اضافه کنید. (مانند اضافه کردم brim و یا raft)
چگالی ساپورت را افزایش دهید
ساپورت های درون مدل ایجاد کنید
از فیلامنت جدید استفاده کنید
بررسی کنید که همه چیز محکم است
مشکلات چاپ سه بعدی FDM: چاپ من بد به نظر میرسد
چاپ با موفقیت به پایان رسیده است، اما خدایان چاپ سه بعدی از چاپ زشت شما ناراضی هستند. در اینجا مشکلات چاپ سه بعدی که می توانند علت آن باشند، آورده شده اند.
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
10. لایه اول نامرتب است

(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
اولین لایه های یک چاپ اغلب می توانند مشکل ساز باشند. ممکن است چاپ به سادگی به صفحه ی چاپ نچسبد (که ما با یک نکته عیب یابی چاپ سه بعدی متفاوت، در بالا آن را حل کردیم)، یا خطوط ناخواسته ای پیدا کنید که باعث می شود پوسته پایینی ظاهر غیرمنتظره ای داشته باشد. علاوه بر این، کاملاً ممکن است جزئیات ظریف در پایین چاپ شما به یک تاری مبهم تبدیل شوند که شباهت کمی به هر طرح سطحی دارند.
چه چیزی باعث این مشکل چاپ سه بعدی می شود؟
این مشکلات چاپ سه بعدی نشانه های معمولی هستند که نشان می دهند.هیت بد به درستی تراز نشده است. اگر نازل خیلی دور از صفحه ی چاپ باشد، سطح پایینی اغلب خطوط ناخواسته را نشان میدهد و/ یا اولین لایه نمی چسبد. اگر نازل خیلی نزدیک باشد، نتیجه ممکن است توده هایی ایجاد کند.
جایی که می بینید جزئیات نامشخص و مبهم می شوند، احتمال دارد دمای هیت بد شما کمی بیش از حد بالا باشد.
عیب یابی چاپ سه بعدی: لایه اول نامرتب است
نکته عیب یابی چاپ سه بعدی: هیت بد را تراز کنید
هر چاپگر فرآیند متفاوتی برای تراز کردن پلتفرم چاپ دارد. مدل های جدید دارای یک سیستم تراز خودکار بسیار قابل اعتماد هستند، در حالی که دیگران دارای رویکرد گام به گام (تراز دستی) مفیدی هستند که شما را از طریق فرآیند تنظیم راهنمایی می کنند.
نکته عیب یابی چاپ سه بعدی: دمای هیت بد را کاهش دهید
سعی کنید دمای هیت بد را با گام های ۵ درجه سانتیگراد کاهش دهید، تا زمانی که به آن نقطه شیرین چسبندگی بدون از دست دادن جزئیات برسید.
چک لیست مشکلات چاپ سه بعدی: لایه اول نامرتب است
پلتفرم چاپ را تراز کنید
دمای هیت بد را کاهش دهید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
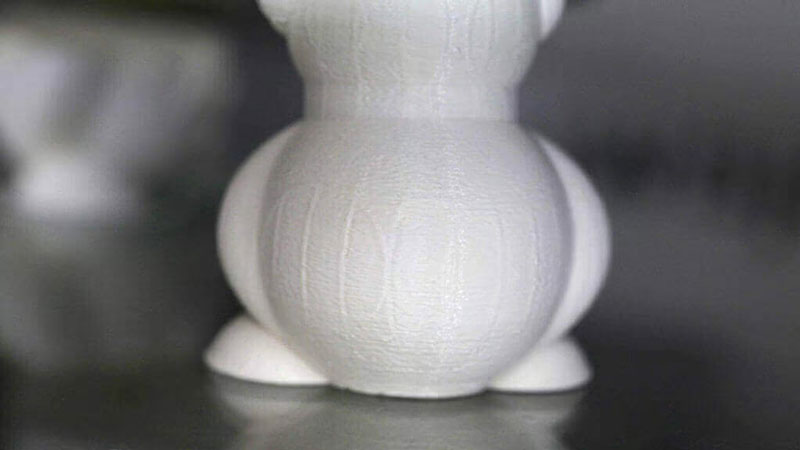
11. چاپ در پایین قوس میخورد (پا فیلی)

مشکل چاپ سه بعدی چیست؟
پایه مدل کمی به بیرون برآمده است، اثری که به طور دیگر به عنوان "پا فیلی" شناخته می شود.
چه چیزی باعث این مشکل چاپ سه بعدی می شود؟
این عیب چاپ ناخوشایند می تواند به دلیل وزن بقیه مدل که قبل از اینکه به درستی به حالت جامد خنک شوند، بر روی قسمت پایینی فشار می آورند، ایجاد شود - این مخصوصاً زمانی مشکل است که چاپگر شما دارای یک هیت بد باشد.
عیب یابی چاپ سه بعدی: پای فیل
نکته عیب یابی چاپ سه بعدی: تعادل دمای هیت بد و خنک کننده
برای جلوگیری از ظاهر شدن پا فیلی در چاپ های سه بعدی شما، لایه های پایه مدل باید به اندازه کافی خنک شوند تا بتوانند ساختار بالایی را پشتیبانی کنند. با این حال، اگر خنک کنندگی بیش از حد اعمال شود، خطر تاب برداشتن لایه های پایه وجود دارد. به دست آوردن تعادل درست می تواند دشوار باشد، شروع به کاهش دمای هیت بد با فواصل ۵ درجه ای کنید (تا در +/- ۲۰ درجه دمای توصیه شده). اگر ضخامت پایین / بالای شما به ۰.۶ میلیمتر تنظیم شده است، پس فن را از ارتفاعی کمی پایین تر شروع کنید.
نکته عیب یابی چاپ سه بعدی: صفحه چاپ را تراز کنید
اغلب اوقات، اکثر مشکلات چاپ می توانند به سطح هیت بد بازگردند. هر چاپگر تکنیک متفاوتی برای تراز کردن پلتفرم چاپ دارد. شروع به کالیبره کردن دستگاه خود طبق روش توصیه شده توسط سازنده چاپگر خود کنید.
سعی کنید یک مکعب کالیبراسیون چاپ کنید و ببینید چاپگر چگونه فیلامنت را روی تخت قرار می دهد. از چاپ مکعب باید به راحتی بتوانید ببینید که آیا هیت بد شما تراز است یا خیر، از این جهت که لایه های شما چقدر به طور یکنواخت (یا نه) روی هیت بد قرار دارند.
به طور مشابه، شما قادر خواهید بود ببینید که آیا نازل بیش از حد به پلتفرم چاپ نزدیک است و از طریق فیلامنت مذاب خراشیده می شود، یا بیش از حد بالا است و باعث تجمع فیلامنت و تشکیل توده می شود.
نکته عیب یابی چاپ سه بعدی: ارتفاع نازل را بالا ببرید
فقط کمی بالا بردن ارتفاع نازل اغلب می تواند کمک کند، اما مراقب باشید که بیش از حد بالا نباشد که به پلتفرم چاپ نچسبد.
نکته عیب یابی چاپ سه بعدی: لبه های پایه را شیب دار کنید
گزینه دیگر این است که لبه های پایه مدل خود را شیب دار کنید. البته، این تنها در صورتی امکان پذیر است که شما یا خودتان مدل را طراحی کرده اید یا به فایل اصلی دسترسی دارید. با یک شیب ۵ میلیمتری و ۴۵ درجه شروع کنید، اما کمی آزمایش کنید تا بهترین نتیجه را بگیرید.
چک لیست مشکلات چاپ سه بعدی: پا فیلی
دمای پلتفرم چاپ و سرعت فن را متعادل کنید
پلتفرم چاپ را تراز کنید
ارتفاع نازل را بررسی کنید
پایه مدل را شیب دار کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
12. لبه های چاپ خم می شوند (تاب برمی دارند).

مشکل چاپ سه بعدی چیست؟
در پایه مدل، چاپ به سمت بالا خم می شود تا جایی که دیگر با پلتفرم چاپ همسطح نیست. این همچنین می تواند منجر به ترک های افقی در قسمت های بالایی شود و باعث جدا شدن چاپ شما از صفحه ی چاپ شود.
چه چیزی باعث این مشکل چاپ سه بعدی می شود؟
تاب برداشتن به دلیل ویژگی های طبیعی پلاستیک ها رایج است. هنگامی که فیلامنت ABS یا PLA خنک می شود، شروع به انقباض بسیار جزئی می کند؛ مشکل تاب برداشتن زمانی پیش می آید که پلاستیک خیلی سریع خنک شود.(بویژه در ABS )
عیبیابی چاپ سه بعدی: تاب برداشتن
نکته عیب یابی چاپ سه بعدی: از صفحه چاپ گرم شونده استفاده کنید
آسان ترین راه حل استفاده از صفحه چاپ گرم شونده (هیت بد) است و دما را به نقطه ای تنظیم کنید که کمی پایین تر از نقطه نرم شدن پلاستیک ها باشد. این به "دمای گذار شیشه" معروف است. اگر آن دما را درست تنظیم کنید، اولین لایه روی پلتفرم چاپ صاف باقی می ماند. دمای پلتفرم چاپ اغلب توسط نرم افزار اسلایسر تنظیم می شود. معمولاً دمای توصیه شده برای فیلامنت شما روی کارتن بسته بندی یا روی فیلامنت چاپ شده است.
نکته عیب یابی چاپ سه بعدی: چسب را به صفحه ی چاپ اعمال کنید
اگر هنوز متوجه می شوید که چاپ شما در لبه ها بلند می شود، مقدار کمی چسب ماتیکی را به طور یکنواخت روی سکو برای افزایش چسبندگی اعمال کنید.
نکته عیب یابی چاپ سه بعدی: از نوع متفاوتی از صفحه ی چاپ استفاده کنید
صفحه ی چاپ خود را به نوعی تغییر دهید که چسبندگی بهتری ارائه دهد. تولیدکنندگانی از سطح چاپ PEI (پلی اتریمید) استفاده میک نند که بدون چسب چسبندگی عالی ارائه میدهد. برخی در چاپگرهای خود نوار بافت دار (چسب آبی یا بلوتیپ) ارائه میدهد، به طور اساسی یک ورق بزرگ از نوار ماسکینگ، و دوباره اضافه کردن این کار عالی است، اگرچه فقط با پلتفرم های چاپ بدون هیت بد. چاپگرهای سه بعدی Zortrax دارای سکوی چاپ سوراخدار هستند، مدل ها خود را به این سطح جوش می دهند و کاملاً مشکل را حل می کنند.
نکته عیب یابی چاپ سه بعدی: پلتفرم چاپ را تراز کنید
کالیبراسیون پلتفرم چاپ می تواند علت دیگری باشد، فرآیند کالیبراسیون را اجرا کنید تا بررسی کنید که آیا صفحه چاپ تراز است و ارتفاع نازل درست است.
نکته عیب یابی چاپ سه بعدی:سطح تماس را افزایش دهید
افزایش تماس بین مدل و صفحه ی چاپ یک راه حل آسان است و اکثر نرم افزارهای چاپ گزینه ای برای اضافه کردن brim یا raft ها دارند.
نکته عیب یابی چاپ سه بعدی: تنظیمات پیشرفته دما را تنظیم کنید
اگر همه چیز شکست خورد، باید نگاهی به تنظیمات پیشرفته چاپ خود هم در چاپگر و هم در نرم افزار چاپگر خود بیندازید. سعی کنید دمای صغحه ی چاپ را به میزان ۵ درجه افزایش دهید.
در نرم افزار اسلایسر به خنک کننده فن نگاه کنید، معمولاً تنظیم می شود که فن های خنک کننده در ارتفاع حدود ۰.۵ میلیمتر به توان کامل بروند، سعی کنید این را به ۰.۷۵ افزایش دهید تا لایه های پایه زمان بیشتری برای خنک شدن طبیعی داشته باشند.
حتی اگر چاپگر شما دارای سکوی چاپ گرم شونده است، همیشه توصیه می شود که از چسب استفاده کنید و به طور منظم سطح صفحه ی چاپ را کالیبره کنید.برای لایه اول معمولا فن های خنک کننده سر نازل باید خاموش باشد.
چک لیست مشکلات چاپ سه بعدی: تاب برداشتن
از صفحه ی چاپ گرم شونده استفاده کنید
چسب را به صفحه ی چاپ اضافه کنید
از شیشه به صفحه ی چاپ چاپ دو تیکه مغناطیسی تغییر دهید
صفحه ی چاپ را کالیبره کنید
brim یا raft را اضافه کنید
تنظیمات پیشرفته دما و فن را تنظیم کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
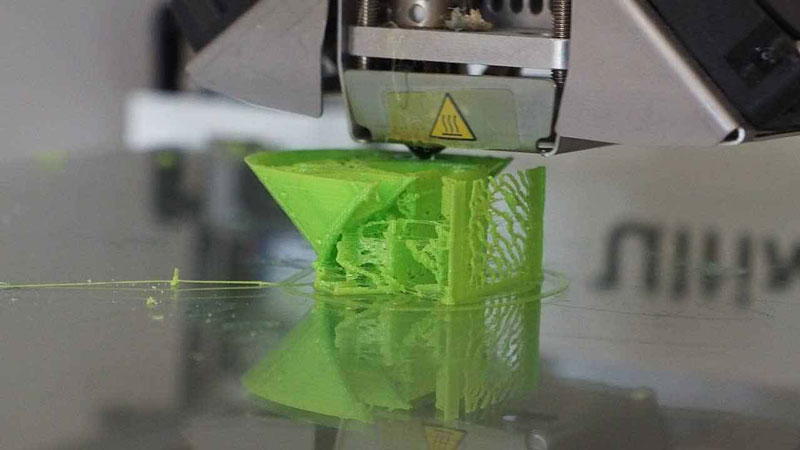
13. پرکننده (Infill) نامرتب و ناقص به نظر میرسد.
مشکل چاپ سه بعدی چیست؟
ساختار داخلی چاپ شما گم شده یا شکسته است.
چه چیزی باعث این مشکل چاپ سه بعدی می شود؟
دلایل مختلفی برای چاپ نادرست ساختار داخلی وجود دارد. رایج ترین آنها تنظیمات نادرست در نرم افزار اسلایسر است، اما می تواند به دلیل انسداد جزئی نازل نیز باشد.
عیب یابی چاپ سه بعدی: پرکننده (Infill) شکسته
نکته عیب یابی چاپ سه بعدی: چگالی Infill را بررسی کنید
در نرم افزار اسلایسر خود، چگالی Infill را بررسی کنید. مقدار حدود ۲۰٪ طبیعی است؛ هر مقدار کمتر از این، احتمالاً با مشکلاتی مواجه خواهید شد. برای چاپ های بزرگتر، ممکن است بخواهید این مقدار را افزایش دهید تا اطمینان حاصل کنید که مدل، استحکام کافی دارد.
نکته عیب یابی چاپ سه بعدی: سرعت Infill را کاهش دهید
سرعتی که Infill با آن چاپ می شود، می تواند تأثیر زیادی بر کیفیت ساختار داشته باشد. اگر پرکننده ضعیف به نظر میرسد، سرعت چاپ پرکننده را کاهش دهید.
نکته عیب یابی چاپ سه بعدی: الگوی Infill را تغییر دهید
بیشتر نرم افزارهای اسلایسر به شما امکان می دهند ساختار داخلی را تغییر دهید. می توانید الگوی شبکه ای، مثلثی، کندویی و … داشته باشید. سعی کنید گزینه متفاوتی را انتخاب کنید.
نکته عیب یابی چاپ سه بعدی: نازل خود را بررسی کنید
ممکن است که انسداد جزئی در نازل وجود داشته باشد. در حالی که انسداد بر چاپ دیواره های ضخیم خارجی تأثیر نمی گذارد، چون جریان کمتری برای ساختار داخلی وجود دارد، فیلامنت گیر می کند.
چک لیست مشکلات چاپ سه بعدی: Infill شکسته
چگالی Infill را بررسی و تنظیم کنید
سرعت پرکننده را کاهش دهید
الگوی Infill متفاوتی را امتحان کنید
نازل خود را برای انسدادها بررسی کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
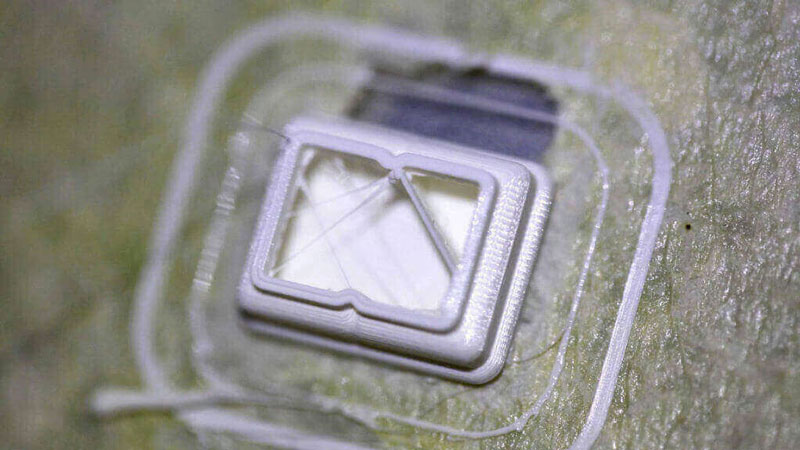
14. بین Infill و دیواره بیرونی فاصله ایجاد شده است
(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
وقتی به بالا یا پایین چاپ نگاه می کنید، می توانید فاصله کمی بین Infill و دیوارههای محیطی بیرونی مشاهده کنید.
چه چیزی باعث این مشکل چاپ سه بعدی می شود؟
فاصله ها بین محیط و لایه های بالایی در گذشته یک مشکل رایج بود، اما با بهبود دقت چاپگر و پشتیبانی از مواد مختلف، اکنون کمتر از قبل مشکل ساز است.
با این حال، موج جدید مواد پیشرفته بسیار کمتر از موادی مانند PLA و ABS قابل بخشش است، و ما شروع به مشاهده احیای کمی این مشکل کرده ایم.
فاصله ها به دلیل اینکه فیلامنت استفاده شده برای Infill و دیواره های بیرونی به طور کامل به هم نمی رسند و متصل نمی شوند، ایجاد می شوند. خوشبختانه، این یکی از آسان ترین موارد در این لیست برای تعمیر است.
واضح ترین علت مشکل این است که هم پوشانی پرکننده (overlap) تنظیم نشده است، یا به صفر تنظیم شده است. این به این معناست که نرم افزار اسلایسر واقعاً به چاپگر می گوید که اجازه ندهد دو قسمت چاپ به هم برسند.
مشکل دیگر می تواند ترتیبی باشد که شما پرکننده و دیواره های بیرونی را برای چاپ تنظیم کرده اید. اگر ابتدا محیط را چاپ کنید، به طور کلی همپوشانی کم یا بدون همپوشانی وجود دارد که می تواند دوباره مشکل ایجاد کند.
راهنمای عیب یابی چاپ سه بعدی: فاصله ها بین Infill و دیواره بیرونی
نکته راهنمای عیب یابی چاپ سه بعدی: همپوشانی Infill را بررسی کنید
این تا به حال رایج ترین مشکل است و حل آن واقعاً آسان است. در نرم افزار اسلایسر خود، گزینه ' Infill Overlap ' را پیدا کنید و مقدار آن را افزایش دهید.
• در Cura، این به طور پیشفرض به ۱۵٪ تنظیم شده است. آن را به ۳۰٪ افزایش دهید.
• در Simplify3D، شما گزینه را در 'Edit Process Settings > Infill > Outline Overlap' پیدا خواهید کرد. دوباره مقدار را افزایش دهید. این تنظیم مستقیماً به عرض اکستروژن مرتبط است، بنابراین مقدار درصد، درصدی از هر عرض اکستروژنی که دارید خواهد بود. هنگام انجام این تنظیم همیشه آن را زیر ۵۰٪ نگه دارید یا شروع به دیدن اثرات همپوشانی در محیط های بیرونی چاپ خود خواهید کرد.
نکته راهنمای عیب یابی چاپ سه بعدی: Infill را قبل از پوسته محیطی چاپ کنید
اگر با دیواره بیرونی نسبتاً نازک چاپ می کنید، ساختار Infill می تواند از طریق آن نمایان شود. اگر این اتفاق می افتد، می توانید ترتیبی که چاپگر Infill و لایه های محیطی را قرار میدهد، تغییر دهید. به عنوان مثال، در Cura بررسی کنید که گزینه ‘Infill prints after perimeters’ (آیا Infill پس از محیطها چاپ میشود) علامت زده شده است یا خیر.
نکته راهنمای عیب یابی چاپ سه بعدی: دمای نازل را افزایش دهید
برخی از جدیدترین مواد پیشرفته مانند XT-CF20 کمتر قابل بخشش هستند وقتی صحبت از پخش شدن به دلیل الیاف کربنی که بخشی از ساختار آنها را تشکیل می دهند، میشود. هنگام چاپ با این مواد ممکن است متوجه شوید که افزایش جزئی ۵-۱۰ درجه ای در دمای نازل تمام تفاوت ها را ایجاد میکند.
نکته راهنمای عیب یابی چاپ سه بعدی: سرعت چاپ را کاهش دهید
خوب، شاید شما عجله دارید تا چاپ را بیرون بیاورید، اما چاپ با سرعت های بالاتر می تواند انواع مشکلات را ایجاد کند اگر چاپگر به طور کامل کالیبره نشده باشد. اگر نیاز به چاپ سریع دارید، هنوز هم می توانید با کاهش سرعت لایه بالایی، از ایجاد فاصله ها جلوگیری کنید.
چک لیست مشکلات چاپ سه بعدی: فاصله ها بین Infill و دیواره بیرونی
• Infill Overlap را بررسی کنید
• Infill را قبل از پوسته محیطی چاپ کنید
• دمای نازل را افزایش دهید
• سرعت چاپ را کاهش دهید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
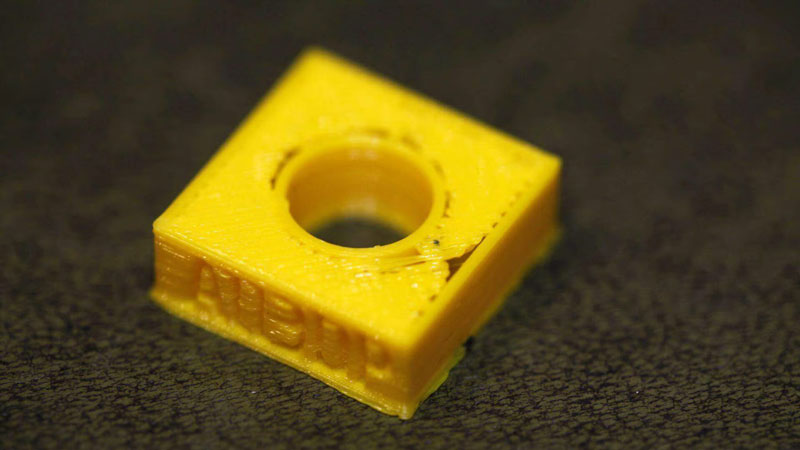
15. Infill از بیرون قابل مشاهده است
مشکل چاپ سه بعدی چیست؟
چاپ نهایی خوب به نظر میرسد اما خطوطی از ساختار ساپورت داخلی از طریق دیواره های چاپ قابل مشاهده است. این مشکل اغلب به عنوان شبح زدگی (ghost effect) شناخته میشود.
چه چیزی باعث این مشکل چاپ سه بعدی می شود؟
مشکل شبح زدگی به دلیل نفوذ Infill به مسیر محیط بیرونی اتفاق می افتد. این اثر وقتی چاپ شما دیواره های نازک دارد، بیشتر قابل مشاهده است. مشکل به دلیل هم پوشانی ساختار پرکننده با خط محیطی هنگام قرار گرفتن ایجاد میشود. اگرچه این شبح زدگی یک مشکل است، اما در واقع بخش مهمی از فرآیند چاپ است، زیرا به ساختار داخلی کمک میکند تا به طور مؤثر به دیواره های خارجی متصل شود. خوشبختانه برطرف کردن آن بسیار آسان است.
علت دیگر شبح زدگی می تواند این باشد که شما ضخامت دیواره نادرستی را نسبت به اندازه نازلی که استفاده می کنید تنظیم کرده اید. در شرایط چاپ عادی، ضخامت دیواره باید مستقیماً به اندازه نازل مرتبط باشد، بنابراین اگر شما یک نازل ۰.۴ میلیمتری دارید، ضخامت دیواره باید یک مضرب از این باشد: ۰.۴، ۰.۸، ۱.۲ و غیره.
راهنمای عیب یابی چاپ سه بعدی: Infill از بیرون قابل مشاهده است
نکته راهنمای عیب یابی چاپ سه بعدی: ضخامت پوسته را بررسی کنید
مطمئن شوید که مقداری که برای ضخامت پوسته انتخاب کرده اید، مضربی از اندازه قطر سوراخ نازل است.
نکته راهنمای عیب یابی چاپ سه بعدی: ضخامت پوسته را افزایش دهید
آسان ترین راه حل افزایش ضخامت پوسته است. با دو برابر کردن اندازه باید هرگونه Overlap ناشی از پرکننده را بپوشاند.
نکته راهنمای عیب یابی چاپ سه بعدی: از پرکننده پس از محیط ها استفاده کنید
بیشتر نرم افزارهای اسلایسر به شما امکان می دهند تا Infill را پس از محیط ها فعال کنید.
• در نرم افزار Cura ، 'تنظیمات پیشرفته' را باز کنید و در بخش پرکننده، جعبه کنار ‘Infill prints after perimeters’ را علامت بزنید.
• در Simplify3D، روی 'Edit Process Settings' کلیک کنید سپس 'Layer' را انتخاب کنید و زیر 'Layer Settings'، 'Outside-in' را کنار ‘Outline Direction’ انتخاب کنید.
نکته راهنمای عیب یابی چاپ سه بعدی: صفحه چاپ را بررسی کنید
دور تا دور مدل را بررسی کنید و اگر می بینید که اثر Infill در یک طرف بیشتر از طرف دیگر است، ممکن است اثر به دلیل کالیبراسیون باشد. اگر اینطور است، فرآیند کالیبراسیون معمول را اجرا کنید.
نکته راهنمای عیب یابی چاپ سه بعدی: پوسته ها را به نفع خود چاپ کنید
بسته به نوع مدلی که چاپ می کنید، می توانید از ترتیب چاپ داخلی و پوسته به نفع خود استفاده کنید. وقتی می خواهید چاپی با کیفیت بالا با پایان سطح خوب داشته باشید که استحکام واقعی مدل مهم نیست، چاپ را از بیرون به داخل انتخاب کنید. اگر با این حال استحکام چاپ بسیار مهم است، در اینصورت چاپ را از داخل به بیرون انتخاب کنید و ضخامت دیواره را دو برابر کنید.
دلیل تفاوت در استحکام این است که وقتی از بیرون به داخل چاپ می کنید، مقدار کمی از همپوشانی که باعث مشکل شبح زدگی می شود را حذف می کنید، اما این همچنین به این معناست که ساختار واقعی همان قدرت اتصال بین ساختار داخلی و خارجی را به دلیل عدم همپوشانی ایجاد نخواهد کرد.
چک لیست مشکلات چاپ سه بعدی: پرکننده از بیرون قابل مشاهده است
• ضخامت پوسته را بررسی کنید
• ضخامت دیواره را افزایش دهید
• از پرکننده پس از محیط ها استفاده کنید
• صفحه ی چاپ را بررسی کنید و در صورت لزوم دوباره کالیبره کنید
• پوسته ها را به نفع خود چاپ کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
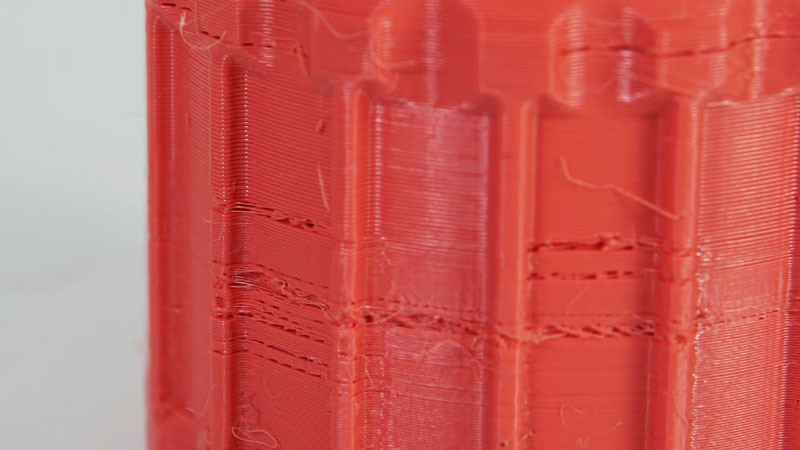
16. ترک ها در اشیاء بلند ظاهر شده اند.

(منبع: All3DP)
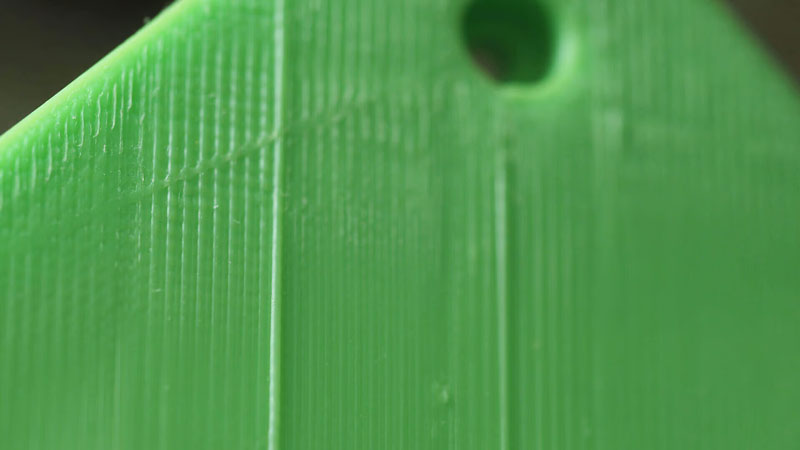
مشکل چاپ سه بعدی چیست؟
ترک هایی روی طرفین، به ویژه روی مدل های بلندتر وجود دارد. این می تواند یکی از مشکلات غافلگیرکننده در چاپ سه بعدی باشد زیرا معمولاً در چاپ های بزرگتر نمایان می شود و معمولاً زمانی اتفاق می افتد که شما نگاه نمی کنید.
چه چیزی باعث این مشکل چاپ سه بعدی می شود؟
در لایه های بالایی چاپ، مواد سریعتر خنک می شوند. گرمای حاصل از صفحه چاپ (هیت بد) به آن ارتفاع نمیرسد و به همین دلیل، چسبندگی در لایه های بالایی کمتر است.
عیب یابی چاپ سه بعدی: ترک ها در اشیاء بلند
نکته عیب یابی چاپ سه بعدی: دمای اکسترودر
ابتدا با افزایش دمای اکسترودر شروع کنید؛ شروع خوب می تواند افزایش آن به میزان ۱۰ درجه سانتیگراد باشد. روی طرف جعبه فیلامنت خود دماهای کاری نازل را خواهید دید، سعی کنید تنظیم دما را در این مقادیر نگه دارید.
نکته عیب یابی چاپ سه بعدی: جهت و سرعت فن
فن های خود را دوباره بررسی کنید و مطمئن شوید که روشن هستند و به سمت مدل هدایت شده اند. اگر هستند، سعی کنید سرعت آنها را کاهش دهید.
چک لیست مشکلات چاپ سه بعدی: ترک ها در اشیاء بلند
• دمای نازل را بررسی کنید و آن را در فواصل ۱۰ درجه افزایش دهید
• موقعیت و سرعت فن های خنک کننده را بررسی کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
17. لایه ها به خوبی روی هم قرار نمی گیرند.
مشکل چاپ سه بعدی چیست؟
هنگامی که چاپ در حال شکل گیری است، به نظر میرسد که چند مشکل با کیفیت وجود دارد. با دقت بیشتری نگاه کنید و می بینید که لایه ها به خوبی روی هم قرار نمی گیرند. به ساختار ساپورت داخلی نگاه کنید و دوباره الگویی کمی متفاوت به نظر میرسد. دیواره بیرونی، به جای اینکه صاف باشد، دارای اندکی عدم ترازی است که باعث ناهمواری سطح میشود. بسیار محتمل است که این مشکل فقط چاپ را در یک جهت تحت تأثیر قرار دهد؛ از جلو به عقب یا از چپ به راست.
چه چیزی باعث این مشکل چاپ سه بعدی میشود؟
با گذشت زمان، قطعات چاپگر سه بعدی شما - مانند مهره ها، پیچ ها و تسمه ها - شل می شوند و نیاز به سفت کردن دارند. اثر لایه های نامرتب مشابه علت اثرات بیشتر مشخص شده از لایه های جابجا شده است و بدون شک، یک ارتباط وجود دارد. اگر این مشکل بررسی نشود، در نهایت منجر به جابجایی لایه ها خواهد شد، اما همانطور که مشکل شروع میشود، اثر بصری روی چاپ ها بسیار کمتر مشخص است و می تواند بسیار متفاوت به نظر برسد. علت معمولاً مستقیماً به یک تسمه شل مرتبط است.
عیب یابی چاپ سه بعدی: عدم تراز بودن لایه ها
نکته عیب یابی چاپ سه بعدی: تسمه ها را بررسی کنید قسمت اول
ابتدا با بررسی هر یک از تسمه ها شروع کنید تا مطمئن شوید که سفت اما بیش از حد سفت نیستند. شما باید مقاومت کمی را از دو تسمه هنگام فشردن آنها به هم احساس کنید. اگر متوجه شدید که بخش بالایی تسمه از پایین آن سفت تر است، این نشانه قطعی است که آنها نیاز به تنظیم و سفت کردن دارند. برخی از چاپگرها، مانند ender 3 v2، با تنشگیرهای تسمه ساخته شده در آنها می آیند. دیگران می توانند با فنر های تسمه چاپ سه بعدی به آنها مجهز شوند. اگر هیچ یک از این گزینه ها برای شما ممکن نیست، ممکن است مجبور شوید دست های خود را کثیف کنید و به صورت دستی تسمه را سفت کنید.
نکات رفع مشکلات چاپ سه بعدی: بررسی تسمه ها قسمت دوم
تسمه های چاپگر معمولاً فقط یک حلقه مداوم هستند که دور دو پولی قلاب شده اند. یک مشکل رایج این است که با گذشت زمان، تسمه ممکن است روی یکی از پولی ها لیز بخورد و به تدریج در بالا نسبت به پایین تنگتر شود — یا برعکس — و این میتواند باعث ایجاد لایه های ناهماهنگ شود.
نکات رفع مشکلات چاپ سه بعدی: بررسی اینکه میله ها تمیز و روغن کاری شده باشند
با گذشت زمان، آشغال می تواند روی میله ها جمع شود، که باعث ایجاد لکه های عجیبی از اصطکاک بالاتر میشود که به نوبه خود می تواند بر حرکت آزاد اکسترودر تأثیر بگذارد و دوباره باعث تغییر لایه شود. یک پاک کنندگی سریع و روغن کاری مجدد میله ها معمولاً مشکل را حل میکند. اسپری های روانکاری مانند “اسپری روانكار جادویی A40 magic برند AKfix” و “اسپری روانكار WD-40” انتخابی خوبی هستند.
نکات رفع مشکلات چاپ سه بعدی: بررسی محورهای خمیده یا ناهماهنگ قسمت اول
اگر مشاهده کنید که اکسترودر در نقاط خاصی مکث میکند، ممکن است یکی از محور ها کمی خم شده باشد. معمولاً می توانید با خاموش کردن دستگاه تا جایی که برقی از طریق استپرها عبور نکند و سپس حرکت دادن اکسترودر از طریق محور X و Y بفهمید. اگر مقاومتی احساس کردید، پس بدانید که چیزی نادرست است. ابتدا ببینید که آیا میله ها (یا در برخی دیگر از پرینتر ها پروفیل ها) همتراز هستند. اگر هستند، آنها را بردارید و روی یک سطح صاف بغلتانید. اگر هر کدام خمیده باشند، بسیار واضح خواهد بود.
نکات رفع مشکلات چاپ سه بعدی: بررسی لید اسکروی خمیده یا ناهماهنگ قسمت دوم
بسیاری از چاپگرها به جای پیچ ها از میله های رزوه ای یا همان لید اسکرو ها استفاده می کنند و اگرچه این کار را انجام می دهند، اما تمایل دارند که با گذشت زمان خم شوند. نگران باز کردن چاپگر خود برای دیدن اینکه آیا صاف هستند نباشید، به سادگی از نرم افزار کنترلی مانند 'Printrun' برای حرکت دادن اکسترودر به بالا یا پایین استفاده کنید. اگر یکی از میله های محور Z خمیده باشد، بلافاصله متوجه خواهید شد. متأسفانه، تقریباً غیرممکن است که یک میله را پس از خم شدن، به طور دقیق صاف کنید، ولی بهانه خوبی است برای جایگزینی میله های رزوه ای قدیمی با لید اسکرو.
نکات رفع مشکلات چاپ سه بعدی: بررسی کوپلینگ ها
اینها معمولاً مستقیماً به یک استپر موتور یا به یکی از میله های اصلی که اکسترودر را می چرخانند، متصل می شوند. اگر با دقت کوپلیتگ را بچرخانید، یک پیچ کوچک آلن را خواهید دید. هر دو میله و تسمه متصل به آن را نگه دارید، تسمه کشیده شود تا کوپلبنگ را به چرخش وادار کنید. باید متوجه شوید که بین کوپلینگ و استپر یا میله لغزشی وجود ندارد. اگر وجود دارد، پیچ آلن را سفت کنید و دوباره امتحان کنید.
چک لیست مشکلات چاپ سه بعدی: ناهماهنگی لایه ها
• تنش در تسمه ها را بررسی کنید
• تسمه های جا افتاده را بررسی کنید
• بررسی کنید که میله ها تمیز و به اندازه کافی روغن کاری شده باشند
• میله ها و لید اسکرو ها را از نظر خمیدگی یا ناهماهنگی بررسی کنید
• کوپلینگ ها را بررسی کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
18. برخی لایه ها چاپ نشده اند.
(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
در مدل فاصله هایی وجود دارد زیرا برخی از لایه ها به طور کامل یا جزئی نادیده گرفته شده اند.
علت این مشکل چاپ سه بعدی چیست؟
چاپگر نتوانسته مقدار پلاستیک مورد نیاز برای چاپ لایه های نادیده گرفته شده را تأمین کند. برای لایه هایی که به ندرت نادیده گرفته می شوند، می توان به این موضوع به عنوان کم خروجی موقتی اشاره کرد. ممکن است مشکلی با فیلامنت (مثلاً تغییر قطر)، قرقره فیلامنت، چرخ دهنده، یا نازل مسدود شده وجود داشته باشد.
به طور جایگزین، اصطکاک باعث شده است که صفحه چاپ به طور موقت گیر کند. علت ممکن است این باشد که میله های عمودی به طور کامل با بلبرینگ های خطی همتراز نیستند.
همچنین ممکن است که مشکلی با یکی از میله ها یا بلبرینگ های محور Z وجود داشته باشد. میله ممکن است خم شده، کثیف یا دچار روغن کاری بیش از حد باشد.
رفع مشکلات چاپ سه بعدی: لایه های از دست رفته
نکته رفع مشکلات چاپ سه بعدی: بررسی مکانیکی
تمرین خوبی است که هر از گاهی به چاپگر سه بعدی خود نگاهی بیندازید و ظاهر شدن فاصله ها در چاپ سه بعدی شما همیشه نشانه خوبی است که الان زمان آن است که به چاپگر سه بعدی خود کمی عشق و توجه نشان دهید. ابتدا با بررسی میله ها شروع کنید و مطمئن شوید که همه آنها به درستی در بلبرینگ ها یا گیره ها قرار گرفته اند و بیرون نزده اند، جابجا نشده اند یا حتی کمی حرکت نکرده اند.
نکته رفع مشکلات چاپ سه بعدی: بررسی همترازی میله ها یا محور ها
مطمئن شوید که همه میله ها هنوز به طور کامل همتراز هستند و جابجا نشده اند. معمولاً می توانید با خاموش کردن برق (یا غیرفعال کردن استپرها) و سپس به آرامی حرکت دادن اکسترودر از طریق محور X و Y بفهمید. اگر هرگونه مقاومتی در حرکت وجود داشت، پس چیزی اشتباه است و معمولاً به راحتی میتوان فهمید که آیا این به دلیل عدم همترازی، خمیدگی جزئی میله (یا پروفیل ها) یا مشکلی با یکی از بلبرینگ ها است.
نکته رفع مشکلات چاپ سه بعدی: بلبرینگ (چرخ های) فرسوده
وقتی بلبرینگ ها خراب می شوند، معمولاً با ایجاد صدای بلندی شما را از این موضوع آگاه می کنند. شما همچنین باید بتوانید حرکت ناهموار اکسترودر را احساس کنید و هنگام چاپ، دستگاه به نظر میرسد که کمی لرزش دارد. اگر این مورد صادق است، برق را قطع کنید و اکسترودر را از طریق محور X و Y حرکت دهید تا منطقه بلبرینگ شکسته را پیدا کنید.
نکته رفع مشکلات چاپ سه بعدی: بررسی روغن
توصیه می شود روانکاری یا اسپری های غیر روغنی مانند اسپری های روانکاری مانند “اسپری روانكار جادویی A40 magic برند AKfix” و “اسپری روانكار WD-40” انجام دهید. در پرینتر هایی که از مکانیسم حرکی چرخ و پروفیل استفاده می کنند نباید در پروفیل ها از روان کار استفاده کنید. تمیز کردم آن با مقداری آب یا الکل بهترین روش است.
نکته رفع مشکلات چاپ سه بعدی: کم خروجی
مشکل نهایی می تواند کم خروجی باشد. نکته رفع مشکلات چاپ سه بعدی مخصوص کم خروجی را اینجا بررسی کنید.
چکلیست مشکلات چاپ سه بعدی: لایه های از دست رفته
• مکانیک ها را بررسی کنید و مطمئن شوید همه چیز محکم است
• ساخت و همترازی چاپگر را دوباره بررسی کنید
• به دنبال بلبرینگ و چرخ های فرسوده و میله های خمیده باشید
• برای حفظ عملکرد روان، کمی روانکار اضافه کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
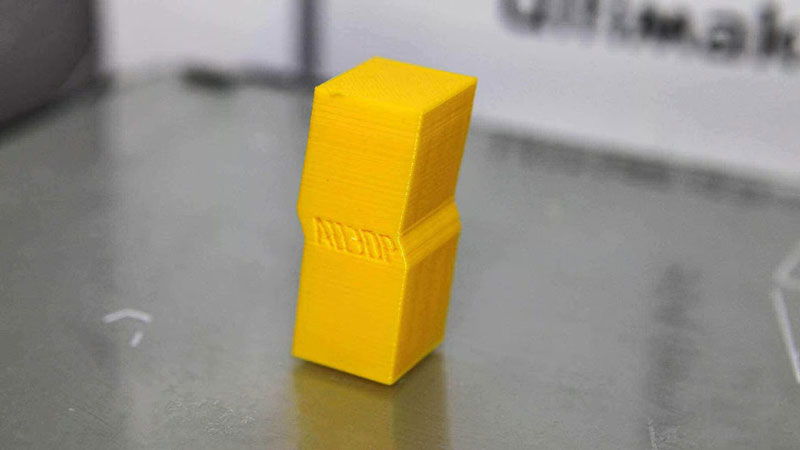
19. چاپ کج میشود وقتی که نباید.
(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
هنگامی که چاپ شکل می گیرد، شروع به کج شدن میکند. به جای اینکه صاف و درست باشد، لبه های عمودی با زاویه چاپ می شوند، و این زاویه در طول چاپ یکنواخت نیست. شدت آن ممکن است در مراحل مختلف افزایش یا کاهش یابد.
علت این مشکل چاپ سه بعدی چیست؟
علت این مشکل معمولاً بسیار ساده است؛ یکی از کوپلینگ های متصل به استپر موتور کمی شل است، یا یکی از تسمه ها دارد به چیزی می ساید و حرکت کامل اکسترودر را متوقف می کند. تنها کاری که برای اصلاح این مشکل نیاز است انجام دهید این است که مطمئن شوید هیچ یک از کوپلینگ ها لیز نمیخورند و پیچ های آلن که کوپلینگ ها را در جای خود نگه میدارند، همه سفت شده اند.
اگرچه این باید یک اصلاح سریع و ساده باشد، یک مشکلی که ممکن است هنگام سفت کردن کوپلینگ ها تجربه کنید این است که پیچ های کوچک آلن که روی شافت موتور سفت می شوند، همیشه به راحتی قابل دسترسی نیستند. ابتدا تشخیص دادن اینکه کدام کوپلینگ باعث مشکل شده و سپس دسترسی به آن کوپلینگ می تواند پیچیده و وقت گیر باشد.
رفع مشکلات چاپ سه بعدی: چاپ کج میشود وقتی که نباید
نکته رفع مشکلات چاپ سه بعدی: بررسی محور X و Y
اگر چاپ شما به سمت چپ یا راست کج میشود، پس مشکلی در محور X دارید. اگر از جلو به عقب کج شود، مشکلی در محور Y دارید. پس از تشخیص اینکه کدام یک است، می توانید تسمه ها و کوپلینگ ها را بررسی کنید.
نکته رفع مشکلات چاپ سه بعدی: بررسی کنید تسمه ها نمی سایند
به دور هر یک از تسمه ها نگاه کنید و اطمینان حاصل کنید که به کناره دستگاه یا هر جزء دیگری نمی سایند. همچنین، بررسی کنید که همترازی تسمه ها صحیح است. اگر یکی از آنها کمی زاویه دارد، این می تواند مشکلاتی ایجاد کند.
نکته رفع مشکلات چاپ سه بعدی: پیچ آلن کوپلینگ استپرموتور را سفت کنید
پس از تشخیص اینکه کدام محور باعث مشکل شده است، از یک آچار آلن برای سفت کردن پیچ آلن کوپلینگ مربوطه که به استپرموتور متصل است، استفاده کنید.
چک لیست مشکلات چاپ سه بعدی: مدل های کج
• محور X و Y را بررسی کنید
• بررسی کنید تسمه ها نمی سایند
• پیچ آلن کوپلینگ موتور استپر را سفت کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
20. برآمدگی ها نامرتب هستند.
مشکل چاپ سه بعدی چیست؟
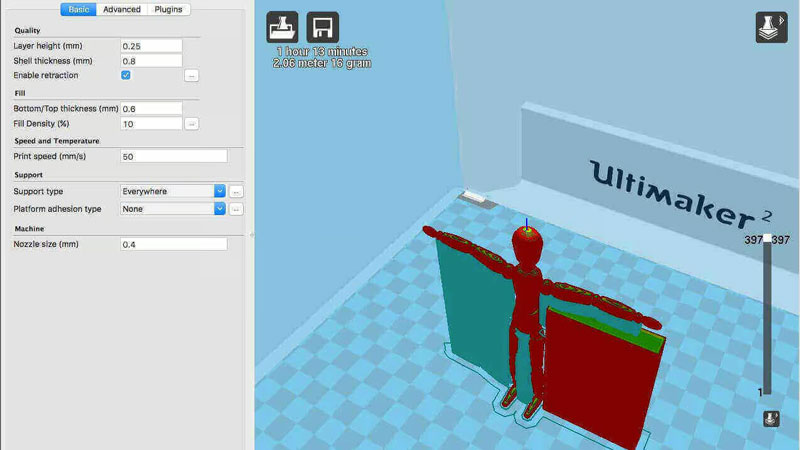
شما مدل خود را در نرم افزار اسلایسر بارگذاری می کنید و همه چیز خوب به نظر میرسد. دکمه چاپ را می زنید و می بینید که برخی قسمت های مدل به خوبی چاپ می شوند، در حالی که بخش های دیگر به صورت یک بهم ریختگی رشته ای در می آیند. خوب، این ممکن است واضح به نظر برسد و مسئله برآمدگی ها اغلب به عنوان یک اشتباه مبتدی در چاپ سه بعدی دیده میشود. اما جالب است که چقدر حتی چاپگرهای سه بعدی با تجربه نیز با مشکل برآمدگی مواجه میشوند.
علت این مشکل چاپ سه بعدی چیست؟
فرآیند FFF (ساخت فیلامنت ذوب شده) می طلبد که هر لایه بر روی دیگری ساخته شود. بنابراین باید واضح باشد که اگر مدل شما بخشی از چاپ را دارد که زیر آن چیزی نیست، پس فیلامنت به هوای نازک اکسترود (فشرده) میشود و فقط به صورت یک بهم ریختگی رشته ای در می آید تا اینکه بخشی جدایی ناپذیر از چاپ باشد.
واقعاً نرم افزار اسلایسر باید این موضوع را مشخص کند که این اتفاق خواهد افتاد. اما اکثر نرم افزارهای اسلایسر فقط اجازه می دهند که ما بدون اینکه مشخص کنند مدل نیاز به نوعی ساختار ساپورت دارد، پیش برویم و چاپ کنیم.
رفع مشکلات چاپ سه بعدی: برآمدگی ها نامرتب هستند
نکته رفع مشکلات چاپ سه بعدی: اضافه کردن ساپورت ها
ساده ترین و سریع ترین راه حل اضافه کردن ساپورت ها است. اکثر نرم افزارهای اسلایسر به شما امکان می دهند این کار را به سرعت انجام دهید.
در Simplify3D روی Edit Process Settings > Support > Generate support material کلیک کنید؛ سپس می توانید مقدار، الگو و تنظیمات را تعیین کنید. در Cura فقط نوع ساپورت مورد نظر را از تنظیمات اصلی انتخاب کنید.
نکته رفع مشکلات چاپ سه بعدی: ایجاد ساپورت ها در مدل
ساپورت هایی که توسط نرم افزار ایجاد می شوند گاهی اوقات می توانند مزاحم باشند و باعث شوند که مواد ساپورت در جاهایی که نمی توان آنها را برداشت، گیر کنند. ایجاد ساپورت های خودتان (ساپورت گذاری دستی) در برنامه مدل سازی یک جایگزین خوب است. این کار مهارت بیشتری می طلبد اما می تواند نتایج فوق العاده ای را فراهم کند.
نکته رفع مشکلات چاپ سه بعدی: ایجاد یک پلتفرم ساپورت
هنگام چاپ یک شکل، بازوها و سایر برآمدگی ها رایج ترین نقاطی هستند که مشکلاتی ایجاد می کنند. استفاده از ساپورت ها از هیت بد نیز می تواند مشکلاتی ایجاد کند زیرا اغلب باید فاصله های عمودی بزرگی را پوشش دهند؛ برای ساختارهایی که قرار است به راحتی برداشته شوند و شکننده هستند، این فاصله برای ایجاد مشکلات بسیار مناسب است.
ایجاد یک بلوک یا دیوار جامد زیر بازوها و غیره و سپس ایجاد یک ساپورت کوچکتر بین بازو و بلوک می تواند یک راه حل عالی باشد.
نکته رفع مشکلات چاپ سه بعدی: زاویه دار کردن دیواره ها
اگر برآمدگی به سبک قفسه دارید، یک راه حل آسان این است که دیوار را با زاویه 45 درجه شیب دهید تا دیوار واقعاً خودش را ساپورت کند و نیاز به هر نوع ساپورت دیگری را از بین ببرد.
نکته رفع مشکلات چاپ سه بعدی: جدا کردن قسمت ها
یک روش دیگر برای نگاه کردن به مدل این است که آن را به چاپ های جداگانه تقسیم کنید. با برخی مدل ها این به شما امکان میدهد که آنچه که برآمدگی خواهد بود را برگردانید و به جای آن یک پایه ایجاد کنید. تنها مشکل با این است که سپس باید راهی برای چسباندن دو قسمت به هم پیدا کنید.
چک لیست مشکلات چاپ سه بعدی: برآمدگی ها نامرتب هستند
• ساپورت ها را اضافه کنید
• ساپورت ها را در مدل ایجاد کنید
• یک پلتفرم پشتیبان ایجاد کنید
• دیوارها را زاویه دار کنید
• مدل را به چاپ های کوچکتر تقسیم کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
21. سطوح زیرین ساپورت ها زبر هستند.
مشکل چاپ سه بعدی چیست؟
شما یک مدل پیچیده را با ساپورت هایی که با نرم افزار انتخابی خود ایجاد کرده اید، چاپ کرده اید. اما زمانی که به برداشتن ساختار میرسد، بقایای کوچکی از مواد روی سطح باقی می ماند. وقتی سعی می کنید برای سنباده زدن یا برداشتن مواد باقیمانده، این کار تأثیر کلی مدل را خراب میکند.
علت این مشکل چاپ سه بعدی چیست؟
ساپورت ها بخش ضروری از مدل سازی سه بعدی هستند و موضوعی که می تواند نظرات را تقسیم کند. بسیاری از مدل ها می توانند با کمی تنظیم مدل برای زاویه دار کردن عمودی ها، یا با اضافه کردن ساختارهای ساپورت طراحی شده به مدل، به طور کامل از نیاز به ساپورت ها اجتناب کنند. شما همچنین ممکن است از توانایی های کامل چاپگر خود شگفت زده شوید، اکثر آنها قادر به پل زدن فاصله های 50 میلیمتری و چاپ زوایای 50 درجه بدون هیچ ساپورتی باشند.
راه حل های نرم افزاری مانند Cura و Simplify3D قادر به تولید ساختارهای ساپورت برجسته هستند، و برای بیشتر قسمت ها، این ساپورت های خودکار تولید شده، به مراتب از کیفیت هر راه حل خانگی برتر خواهند بود. اما اگرچه ساپورت های خودکار انجام وظیفه می کنند، ممکن است برداشتن آنها دشوار باشد. اعمال ساختارهای ساپورت دستی یک راه حل مرتب تر است، اما برای سفارشی کردن ساپورت ها برای مدل های خود، باید به تنظیمات نرم افزار خود وارد شوید.
بسته به نرم افزار اسلایسر شما، فعال کردن ساپورت ها نیاز به فعال سازی یک جعبه تیک دارد. گزینه های زیادی وجود دارد که به شما امکان می دهند ساختار ساپورت را به دقت تنظیم کنید و تأثیری که ساختارها بر سطح مدل های شما خواهند داشت را به حداقل برسانید. با این حال، هر چقدر هم که در تنظیمات ساپورت دقت کنید، خود ساپورت ها به مدل شما متصل خواهند شد، بنابراین همیشه نوعی علامت اثر را باقی خواهند گذاشت.
مسئله پایان سطح وقتی از ساپورت ها استفاده می شود، یک مسئله بزرگ است و شدت تأثیر آن بسته به نوع موادی که استفاده می کنید، تغییر خواهد کرد. یک فیلامنت شکننده تر مانند PLA اغلب سخت تر از یک ABS مناسب برای کار و پایان دادن است.
رفع مشکلات چاپگر سه بعدی: سطوح زیرین ساپورت ها زبر هستند
نکته رفع مشکلات چاپ سه بعدی: بررسی محل قرارگیری ساپورت ها
اکثر نرم افزارهای اسلایسر به شما اجازه می دهند که انتخاب کنید ساختار ساپورت شما به صفحه چاپ برخورد دارد یا "همه جا". برای اکثر مدل ها، "برخورد با صفحه چاپ" کافی است. انتخاب "همه جا" منجر به ساپورت هایی میشود که ممکن است از هرجای مدل شما شروع شود. که این به معنای، در زمینه این نکته رفع مشکلات چاپ سه بعدی، یک پایان سطح زبر در سراسر چاپ شما است.
نکته رفع مشکلات چاپ سه بعدی: بررسی توانایی چاپگر شما
بسیاری از افراد بدون اینکه متوجه شوند چاپگرشان می تواند فاصله ها را پل زنی (Bridge) کند و زوایای نسبتاً تند را به راحتی چاپ کند، از ساپورت ها استفاده می کنند. اکثر چاپگرها قادر به پل زنی فاصله های 50 میلیمتری و چاپ زوایای 50 درجه بدون خطا هستند. یک چاپ آزمایشی ایجاد کنید یا دانلود کنید تا با توانایی واقعی چاپگر خود آشنا شوید.
نکته رفع مشکلات چاپ سه بعدی: تنظیم الگوی ساپورت
بسته به نوع مدل، تغییر در الگوی ساپورت می تواند همه چیزی باشد که برای یک رابط بهتر ساپورت-مدل لازم است؛ سعی کنید از "شبکه" به "زیگزاگ" تغییر دهید.
نکته رفع مشکلات چاپ سه بعدی: کاهش چگالی ساپورت
در نرم افزار اسلایسر خود، نمایش را به "Layers" تغییر دهید و به ساختار ساپورت نگاه کنید. نرم افزار پیش فرض معمولاً یک ساختار ساپورت متراکم را اعمال میکند. اگر این چگالی را کاهش دهید، ساپورت ضعیف تر می شود، اما تا زمانی که چاپگر شما به خوبی تنظیم شده باشد، این نباید مشکلی ایجاد کند. در Cura می توان از چگالی ساپورت 5 با موفقیت استفاده کرد و به شدت تأثیر ساختار را بر سطح مدل کاهش میدهد.
نکته رفع مشکلات چاپ سه بعدی: کاهش دمای چاپ
محدوده دمای فیلامنت را دوباره بررسی کنید و دمای نازل را به حداقل برای ماده تنظیم کنید. این ممکن است منجر به یک پیوند ضعیف تر بین لایه ها شود، اما همچنین باعث می شود که برداشتن ساختار ساپورت آسانتر شود.
نکته رفع مشکلات چاپ سه بعدی: چاپگر دو نازله و مواد ساپورت گذاری قابل حل
یک راه حل گران قیمت، اما اگر اکثریت چاپ های شما از ساختارهای ساپورت پیچیده استفاده می کنند، پس یک چاپگر دو نازله مانند Ultimaker 3 یا Cel RoboxDual واقعاً تنها راه است. مواد ساپورت محلول در آب مانند PVA به خودی خود آمده اند و راهی مناسب برای دستیابی به چاپ های پیچیده بدون قربانی کردن کامل پایان سطح را فراهم می کنند.
بهتر از همه، شما می توانید ساپورت ها را به حفره هایی اضافه کنید که قبلاً برداشتن ساپورت های مواد چاپ استاندارد از آنها غیرممکن بود، به این معنی که چاپ های پیچیده تر نیز در دسترس شما هستند.
چک لیست مشکلات چاپ سه بعدی: سطوح زیرین ساپورت ها زبر هستند
• چاپگر دو نازله
• بررسی محل قرارگیری ساپورت ها
• بررسی توانایی چاپگر
• تنظیم الگوی ساپورت
• کاهش چگالی ساپورت
• استفاده از حد پایین دمای فیلامنت
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
22. چاپ به طور غیرعادی ضعیف است/ظاهر نادرستی دارد
(Source: All3DP)
مشکل چاپ سه بعدی چیست؟
بخش هایی از چاپ شما گم شده یا چاپ نهایی ضعیف است و با وجود اینکه کیفیت بیرونی چاپ خوب به نظر میرسد، از هم جدا می شود. بخش هایی از چاپ کاملاً متفاوت از پیش نمایش چاپ به نظر می رسند یا چاپ نهایی دارای خطاهای هندسی است که منطقی نیستند.
علت این مشکل چاپ سه بعدی چیست؟
لبه های غیرمنی فولد علت رایج شکل های نامنظم یا عجیب چاپ هستند. لبه های غیرمنیفولد لبه های مدل هایی هستند که تنها در فضای سه بعدی وجود دارند و در دنیای فیزیکی موجود نیستند.
برای مثال، اگر در دنیای واقعی دو مکعب داشته باشید و بخواهید آنها را مستقیماً روی هم قرار دهید، این کار به طور فیزیکی غیرممکن است زیرا دیواره های بیرونی جامد مانع از تداخل دو شیء می شوند.
در دنیای سه بعدی می توانید دو مکعب را به سادگی تلاقی دهید، آنها همچنان به عنوان اشیاء مجزا وجود دارند، اما نرم افزاری که ما استفاده می کنیم بین آنها تمایز قائل می شود، بدون توجه به یکپارچگی درک شده هنگامی که به آنها نگاه می کنیم.
برای اینکه دو شیء به درستی چاپ شوند، باید اشیاء را ادغام کرد تا هرگونه دیواره های داخلی حذف شوند و شیء با یک حفره داخلی تک و بدون تقسیم باقی بماند.
علت رایج دیگر این است که اگر شیءای مانند یک مکعب داشته باشید و یکی از سطوح آن را حذف کنید، در واقع شما شیءای با یک سوراخ دارید، ممکن است مانند شکلی با پنج طرف به نظر برسد، اما تنها در فضای سه بعدی مجازی وجود دارد، این هندسه ای است بدون شکل فیزیکی.
اگرچه می توانید دیواره های بیرونی را در نرم افزار ببینید، دیواره هایی که به سوراخ می رسند تنها در دو محور ابعاد دارند. بُعد سوم که ما به عنوان ضخامت دیوار می بینیم تنها تصویری است و هیچ بُعد فیزیکی واقعی ندارد. هنگامی که به برش مدل می پردازیم، نرم افزار بهترین تلاش خود را می کند و در بسیاری از موارد سوراخ را ترمیم می کند. با این حال، در مدل های پیچیده تر، اثرات می توانند به چشم بیایند.
رفع مشکلات چاپ سه بعدی: لبه های غیرمنیفولد
نکته رفع مشکل چاپ سه بعدی: استفاده از آخرین نرم افزار اسلایسر
اکثر موتورهای اسلایسر جدید از ترمیم خودکار لبه های غیرمنیفولد پشتیبانی می کنند، اما همچنان توصیه می شود که اطمینان حاصل کنید مدل های شما به درستی شکل گرفته و آماده چاپ هستند.
نکته رفع مشکل چاپ سه بعدی: ترمیم با استفاده از نرم افزار تعمیر فایل STL
اگر شما هم اکنون از آخرین نرم افزار اسلایسر استفاده می کنید، ممکن است اعلانی مبنی بر اینکه فایل STL شما دارای برخی لبه های غیرمنیفولد است، مشاهده کرده باشید. برخی از نرم افزارها می توانند این مشکل را برای شما حل کنند، و اگر اسلایسر شما نتوانست، مجموعه خوبی از نرم افزارهای تعمیر فایل STL وجود دارد که می توانند هم روی دسکتاپ و هم در وب استفاده شوند. این کار ساده و آسان است، فقط فایل خود را به نرم افزار انتخابی خود بارگذاری کنید، اجازه دهید هر بخش شکسته ای را شناسایی کند، سپس دستورالعمل ها را دنبال کنید. اگر اعلانی در اسلایسر خود دریافت نکردید اما چاپ های شما به شکل یک توده عجیب و به هم ریخته درآمده است، این نشان میدهد که برخی لبه های غیرمنیفولد در آن وجود دارد. نرم افزار تعمیر فایل STL را امتحان کنید. ممکن است مشکل را حل نکند، اما قطعاً ارزش امتحان کردن را دارد.
نکته رفع مشکل چاپ سه بعدی: ترمیم 'غیرمنیفولد' در Simplify3D
در تنظیمات 'Process settings' روی تب 'Advanced' کلیک کنید و کنار ' Non-manifold segments' گزینه ' Heal ' را انتخاب کنید.
نکته رفع مشکل چاپ سه بعدی: استفاده از نمای لایه
در نرم افزار اسلایسر خود از نمای لایه استفاده کنید تا از طریق مدل بررسی کنید تا ببینید مشکلات کجا ظاهر می شوند. یک اسلاید سریع از طریق لایه ها اغلب یک مشکل آسان برای ترمیم را نشان میدهد.
نکته رفع مشکل چاپ سه بعدی: استفاده از نرم افزار مدل سازی برای ترمیم مشکلات
یکی از آسان ترین راه ها برای ترمیم مدل ها با لبه های غیرمنیفولد استفاده از نرم افزار است؛ برنامه هایی مانند Blender و Meshmixer یا NETFABB ویژگی هایی دارند که به سرعت به شما امکان می دهند مشکلات مدل های خود را ببینید و قبل از اسلایسر آنها را ترمیم کنید.
نکته رفع مشکل چاپ سه بعدی: ادغام اشیاء
واقعاً بهتر است مدل های 3D خود را قبل از وارد کردن آنها به نرم افزار اسلایسر ترمیم کنید. برای این کار، مطمئن شوید که وقتی دو شیء دارید که با هم تلاقی یا همپوشانی دارند، گزینه مناسب تابع بولی (Bolean) را برای تلاقی، ادغام یا کم کردن انتخاب کنید.
چک لیست مشکلات چاپ سه بعدی: لبه های غیرمنیفولد
• نرم افزار اسلایسر خود را به روز نگه دارید
• ترمیم با استفاده از نرم افزار تعمیر فایل STL
• " Fix Non-manifold" (در Simplify3D)
• از نمای لایه برای بررسی خطاها استفاده کنید
• از نرم افزارهایی مانند Blender یا Meshmixer یا NETFABB برای ترمیم مشکلات استفاده کنید
• اشیاء را ادغام کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
23. جزئیات دقیق به درستی چاپ نمی شوند

مشکل چاپ سه بعدی چیست؟
چاپگر سه بعدی شما یک دستگاه دقیق و کارآمد است که قادر به تولید پیاپی چاپ ها بدون مشکل است. اما زمانی که به چاپ با جزئیات دقیق میرسد، چاپگر شما نتایجی که انتظار دارید را تولید نمی کند.
لبه ها و گوشه هایی که باید بسیار تیز و واضح باشند، دارای خمیدگی مشخص و نرمی هستند، و جزئیات پیچیده بسیار دور از کمال هستند.
علت این مشکل چاپ سه بعدی چیست؟
موارد متعددی وجود دارند که می توانند بر کیفیت چاپ هنگام پرداختن به جزئیات دقیق تأثیر بگذارند.
شایع ترین علت چاپ های با جزئیات پایین، البته، ارتفاع لایه است. اگر رزولوشن پایینی (ضخامت لایه بالا) برای چاپگر خود تنظیم کرده اید، پس نمی توانید چاپ هایی با سطح صاف و نرم داشته باشید، صرف نظر از اینکه چاپگر شما چقدر خوب باشد.
اندازه نازل نیز مسئله دیگری است که بدیهی به نظر میرسد. تعادل بسیار ظریفی بین اندازه نازل و کیفیت چاپ دقیق وجود دارد. در محیط تولید، نازل 0.4 میلیمتری ایده آل است. برای مقاصد عمومی 0.4 میلیمتر، و برای جزئیات دقیق 0.4 میلیمتر یا کوچکتر.
نازل کوچکتر همچنین به این معنی است که دستگاه شما باید به دقت تنظیم شود زیرا هرگونه مشکلات بیشتر نمایان خواهد شد.
دمای نازل بسیار مهم است، زیرا چاپگر شما باید قادر به خروجی روان پلاستیک باشد. هنگامی که به جزئیات می پردازید، اطمینان حاصل کنید که نازل شما قبل از شروع تمیز است، حتی کوچک ترین تجمع فیلامنت یا یک انسداد کوچک در چاپ نمایان خواهد شد.
سرعت چاپ نیز تأثیر زیادی بر جزئیات خواهد داشت؛ برای چاپ های دقیق، به آرامی حرکت کنید. ممکن است لازم باشد سرعت فن را برای جبران افزایش زمان خروجی تنظیم کنید. برخی از چاپگرها حتی از تنظیم فن اکسترودر به پایین ترین حالت (یا حتی خاموش) بهره مند میشوند.
برندهای فیلامنت هزینه زیادی صرف تنظیم دقیق فرمول های خود برای ایجاد فیلامنتی با جریان صاف و تنظیم می کنند. اگرچه برندهای ارزانتر ممکن است یکسان به نظر برسند، تحمل قطر فیلامنت می تواند متفاوت باشد و این ناهماهنگی دوباره در چاپ نهایی نمایان خواهد شد.
در نهایت، بررسی کنید که سکوی چاپ تراز است. حتی کوچک ترین خطا در تراز می تواند در طول چاپ هنگام چاپ با رزولوشن های بالا تبعاتی داشته باشد. یافتن یک چاپ کالیبراسیون خوب راهی آسان برای بررسی اینکه چاپگر شما چقدر خوب تنظیم شده است، می باشد.
رفع مشکلات چاپگر سه بعدی: جزئیات دقیق به درستی چاپ نمی شوند
نکته رفع مشکل چاپ سه بعدی: افزایش رزولوشن
رزولوشن را افزایش دهید — ارتفاع لایه پایین تر و محکم تر، پایانی صاف تر به چاپ های موفق میبخشد.
نکته رفع مشکل چاپ سه بعدی: قطر نازل
هرچه قطر نازل کوچکتر باشد، جزئیات بیشتری می توانید چاپ کنید. اما نازل کوچک نیز به معنای تحمل پایین تر است، بنابراین دستگاه شما باید به شدت تنظیم شده باشد.
نکته رفع مشکل چاپ سه بعدی: نگهداری از چاپگر خود
هرگونه اصطکاک اضافی ناشی از شفت های کمی ناهمتراز یا تسمه های شل، بلافاصله در چاپ شما آشکار میشود. اطمینان حاصل کنید که همه چیز محکم و همتراز است.
نکته رفع مشکل چاپ سه بعدی: تمیز کردن نازل خود
قبل از شروع چاپ دقیق، مطمئن شوید که نازل شما تمیز است.
نکته رفع مشکل چاپ سه بعدی: کند کردن
سرعت چاپ خود را کاهش دهید — خروجی آهسته تر کمتر مستعد خطا است.
نکته رفع مشکل چاپ سه بعدی: استفاده از فیلامنت با کیفیت
انتخاب ماده مناسب از تولیدکننده فیلامنت با کیفیت، کلیدی برای چاپ های با کیفیت خوب است.
نکته رفع مشکل چاپ سه بعدی: بررسی تراز سکو
روند کالیبراسیون چاپگر خود را اجرا کنید تا مطمئن شوید که صفحه چاپ تراز است.
چک لیست مشکلات چاپ سه بعدی: جزئیات دقیق به درستی چاپ نمی شوند
• رزولوشن پایین ()
• قطر نازل
• اطمینان حاصل کنید که همه چیز سرویس شده است
• نازل خود را تمیز کنید
• سرعت چاپ را کند کنید
• از فیلامنت با کیفیت استفاده کنید
• تراز صفحه چاپ را بررسی کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
24. چین ها و «پژواک ها» در چاپ (رینگینگ)

(Source: All3DP)
مشکل چاپ سه بعدی چیست؟
تأثیر امواج بصری یا ارتعاشات روی سطح چاپ یکی از آن مشکلات جزئی و آزاردهنده ای است که بسیاری از ما به سادگی از آن چشم پوشی می کنیم. این مشکل عادت دارد که بیاید و برود و به نظر میرسد دلیل ثابتی برای آن وجود ندارد.
تأثیر آن معمولاً بسیار ظریف است و به صورت موج یا ارتعاشی از طریق سطح چاپ ظاهر میشود، موقعیت و شدت آن نیز می تواند تغییر کند.
بیشتر مردم به سادگی از این مشکل چشم پوشی می کنند. به جز تأثیر بصری جزئی روی سطح، تأثیر این ارتعاشات تأثیر کمی بر کیفیت نهایی چاپ سه بعدی دارد، مگر البته در موارد بسیار شدید.
علت این مشکل چاپ سه بعدی چیست؟
مشکل امواج در چاپ های سه بعدی شما معمولاً به یکی از دو مورد زیر برمی گردد و بیشتر اوقات ترکیبی از هر دو است.
لرزش ها و سرعت. تولیدکنندگان چاپ سه بعدی کارهای زیادی برای دستگاه های خود انجام می دهند تا اطمینان حاصل کنند که لرزش های کوچک ایجاد شده توسط موتورها به حداقل ممکن کاهش یابد. چاپگری مانند Ultimaker 3 را بلند کنید و دقیقاً متوجه خواهید شد که منظور ما چیست.
این وزن به کاهش لرزش ها در دستگاه کمک می کند اما آن را به طور کامل از بین نمی برد. این لرزش های کوچک می توانند از طریق مبلمان، تخته های کف یا هر سطحی که چاپگر خود را روی آن قرار داده اید، منتقل شوند.
دفعه بعد که چاپگر سه بعدی خود را روشن کردید، به سطحی که روی آن قرار دارد نگاه کنید، سپس هنگامی که چاپگر چاپ میکند، بررسی کنید که آیا میز به اندازه کافی محکم است تا دستگاه را به درستی پشتیبانی کند.
لرزش ها همچنین می توانند توسط نگهداری ضعیف و یاتاقان های خطی فرسوده تشدید شوند. به طور منظم بررسی کنید که چاپگر شما تمیز است، عاری از کرک، گرد و غبار و کثیفی، و به یاد داشته باشید که ریل ها را روغنکاری کنید.
هنگامی که چاپگر خاموش است، کیفیت یاتاقان های خطی را بررسی کنید و مطمئن شوید که حرکت اکسترودر صاف است، می توانید این کار را با حرکت دادن سر با انگشتان خود انجام دهید. مطمئن شوید که همه چیز خنک است قبل از اینکه شروع کنید.
هنگامی که دستگاه را بررسی می کنید، مطمئن شوید که تمام پیچ ها و قطعات درون دستگاه خوب و محکم هستند، به ویژه اگر خودتان دستگاه را ساخته اید.
امواج همچنین مشکلی خواهند بود اگر شما سعی کنید خیلی سریع چاپ کنید، راه حل ساده اینجا این است که سرعت چاپ را کاهش دهید، این کار در اکثر موارد مشکل را حل خواهد کرد.
اگر هنوز نیاز به چاپ سریع دارید، سپس سعی کنید جریان و دمای اکستروژن را افزایش دهید.
در نهایت، و این یکی برای کاربران پیشرفته تر است، و آن کاهش شتاب فریمور است. این سرعت اکسترودر را هنگامی که چاپ میکند و جهت را تغییر میدهد، تنظیم میکند، عملکرد آن برای جلوگیری از رینگینگ است. در اینجا دو عملکرد وجود دارد که باید به آن نگاه کنید و این بسته به دستگاه تغییر خواهد کرد.
به دنبال شتاب و Jerk باشید، چندین مقدار فهرست شده است، ابتدا با کاهش جرک و سپس شتاب در حین چاپ شروع کنید.
رفع مشکلات چاپگر سه بعدی: چین ها و «پژواک ها» در چاپ (رینگینگ)
نکته رفع مشکل چاپ سه بعدی: کاهش لرزش ها
مطمئن شوید که سطحی که برای چاپگر سه بعدی خود استفاده می کنید محکم است و هنگامی که چاپگر در حال چاپ است، هیچ لرزش بصری وجود ندارد.
نکته رفع مشکل چاپ سه بعدی: بررسی یاتاقان ها
یاتاقان های خطی با گذشت زمان فرسوده می شوند، با خاموش بودن چاپگر، بررسی کنید که همه همچنان به صورت روان کار میکنند.
نکته رفع مشکل چاپ سه بعدی: مطمئن شوید همه چیز محکم است
شگفت انگیز است که چگونه یک پیچ شل می تواند بر کیفیت چاپ تأثیر بگذارد، به عنوان بخشی از روتین نگهداری خود مطمئن شوید که همه چیز پیچ و محکم است.
نکته رفع مشکل چاپ سه بعدی: اضافه کردن روغن
بررسی کنید که تمام میله ها از گرد و غبار و کثیفی پاک هستند و سپس روان کننده اضافه کنید تا اطمینان حاصل کنید که همه چیز به خوبی روان کاری شده است.
نکته رفع مشکل چاپ سه بعدی: کند کردن چاپ
سرعت چاپ را کاهش دهید.
نکته رفع مشکل چاپ سه بعدی: تنظیم شتاب فریمور
فقط برای کاربران پیشرفته، فریمور چاپگر را بررسی کنید و مقادیر موجود در کد برای شتاب و جرک را تنظیم کنید، سپس باید فرمور را دوباره به دستگاه خود آپلود کنید.
چک لیست مشکلات چاپ سه بعدی: چین ها و «پژواک ها» در چاپ (رینگینگ)
• کاهش لرزش ها
• بررسی یاتاقان ها
• مطمئن شوید همه چیز محکم است
• اضافه کردن روانکار
• کند کردن چاپ
• تنظیم شتاب فریمور
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
25. خطوط اسکار مورب روی چاپ
مشکل چاپ سه بعدی چیست؟
خطوط افقی روی لایه بالایی چاپ شما ظاهر می شوند، معمولاً به صورت مورب از یک طرف به طرف دیگر.
علت این مشکل چاپ سه بعدی چیست؟
یک چاپ سه بعدی با قرار دادن لایه های متوالی، یکی پس از دیگری، ایجاد می شود. همانطور که هر لایه تنظیم می شود، اکسترودر در محورهای X و Y حرکت می کند. پس از اتمام لایه، اکسترودر از طریق محور Z بلند می شود و به نقطه شروع بازمی گردد تا لایه بعدی را قرار دهد.
در این نقطه است که خطوط قابل مشاهده یا اسکارها می توانند رخ دهند. اینها می توانند به دلیل تعدادی از تنظیمات چاپگر ایجاد شوند، اما در اصل، مشکل به دلیل نشت فیلامنت یا خراشیدن فیزیکی سطح توسط نازل است.
کامبینگ یکی از عوامل اصلی است. کامبینگ سر چاپ را به منطقه چاپ شده مدل محدود میکند. اگر فیلامنت اضافی وجود داشته باشد، از بقیه چاپ نشت میکند. به طور متناوب، سر به اندازه کافی بلند نمی شود و نازل داغ روی سطح کشیده میشود و اسکار به جا میگذارد.
اکستروژن بیش از حد یک علت کمتر رایج دیگر است، زیرا هنگامی که سر بلند میشود، اضافه بر سطح کشیده میشود و اثری از فیلامنت به جا میگذارد. روی سطوح بزرگ صاف ممکن است خط مورب را ببینید که روی سطح محو میشود.
دمای بیش از حد بالا یک علت کمتر احتمالی است، اما با برخی از فیلامنت های ارزان تر یا قدیمی تر، حرارت باقیمانده نازل می تواند منجر به نشت فیلامنت از نازل شود، دوباره اثری را به جا میگذارد زیرا نازل جابجا میشود.
رفع مشکلات چاپگر سه بعدی: خطوط قطری روی چاپ
نکته رفع مشکل چاپ سه بعدی: کامبینگ (ترکیب)
کامبینگ باعث میشود که اکسترودر بر فراز نواحی چاپ شده ی قبلی مدل باقی بماند و در نتیجه نیاز به عقب کشی ها (Retraction) را کاهش دهد. اگرچه این کار سرعت چاپ را افزایش میدهد، اما می تواند باعث ایجاد خطوط شود. کامبینگ را خاموش کنید و در اکثر موارد، این مشکل را برطرف خواهد کرد، اما انتظار زمان چاپ طولانی تری داشته باشید.
نکته رفع مشکل چاپ سه بعدی: عقب کشی (Retraction)
اگر کامبینگ را خاموش کرده اید و مشکل همچنان باقی است، سعی کنید میزان عقب کشی را افزایش دهید. اگر مشکل همچنان پابرجاست، به اضافه چاپی یا دمای نازل نگاهی بیندازید.
نکته رفع مشکل چاپ سه بعدی: بررسی اکستروژن
نحوه تنظیم نرخ جریان فیلامنت بسته به چاپگر شما متفاوت خواهد بود. با استفاده از نرم افزار Cura ، جزئیات جریان را می توانید در تنظیمات مواد ماشین برای Ultimaker 2 و در تنظیمات سفارشی در نرم افزار Cura برای Ultimaker 3 پیدا کنید.
نرخ جریان را ۵٪ کاهش دهید و یک مکعب کالیبراسیون چاپ کنید تا بررسی کنید که آیا فیلامنت به درستی اکسترود میشود و مشکل را برطرف میکند.
نکته رفع مشکل چاپ سه بعدی: دمای نازل
تحمل فیلامنت های باکیفیت خوب باید از نظر اصولی مشکل را برطرف کند، اما اگر فیلامنت شما مدتی است که دور افتاده، در معرض رطوبت یا نور خورشید قرار گرفته است، ممکن است متوجه شوید که تحمل فیلامنت به دما کاهش یافته است. دمای نازل را ۵ درجه سانتیگراد کاهش دهید و دوباره امتحان کنید.
نکته رفع مشکل چاپ سه بعدی: بلند کردن Z
فیلامنت تنها مشکل نیست؛ اگر اکسترودر به اندازه کافی از سطح چاپ بلند نشود، خود نازل می تواند هنگام عبور از یک لایه به لایه دیگر، باعث ایجاد خطوط شود. در چاپگرهای قدیمی تر باید دوباره کالیبره کنید اگر تنظیمات بلند کردن Z یا پرش Z وجود ندارد، در غیر این صورت بلند کردن Z یا پرش Z را به میزان ۰.۲۵ میلیمتر افزایش دهید.
چک لیست مشکلات چاپ سه بعدی: خطوط قطری روی چاپ
- کامبینگ
- عقب کشی (Retraction)
- بررسی اکستروژن
- دمای نازل
- بلند کردن Z
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
26. چاپ به نظر رشته ای و آویزان است
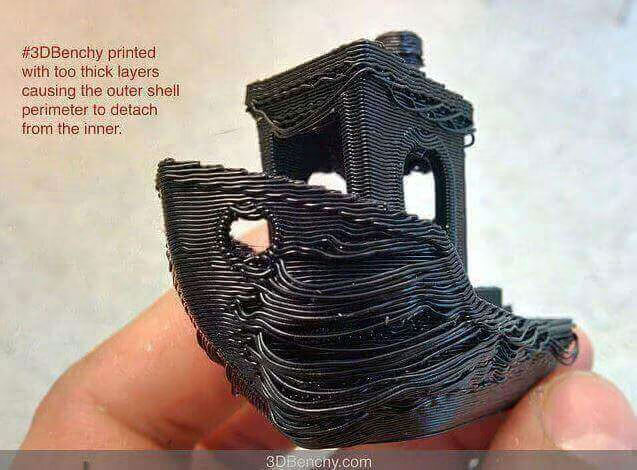
(Source: 3DBenchy )
مشکل چاپ سه بعدی چیست؟
بیش تراوش به این معناست که چاپگر مواد بیشتری نسبت به نیاز تأمین میکند. این امر منجر به ایجاد مواد اضافی بر روی بیرون مدل چاپ شده می شود.
علت این مشکل چاپ سه بعدی چیست؟
معمولاً، تنظیمات ضریب تراوش یا جریان در نرم افزار اسلایسر شما بیش از حد بالا است (بخش بالا را ببینید)
عیب یابی چاپ سه بعدی: چاپ به نظر رشته ای و آویزان است (بیش تراوش )
نکته عیب یابی چاپ سه بعدی: ضریب تراوش
نرم افزار اسلایسر خود را باز کنید و بررسی کنید که ضریب تراوش صحیح را انتخاب کرده اید.
نکته عیب یابی چاپ سه بعدی: تنظیم جریان
اگر همه چیز صحیح به نظر میرسد، پس تنظیم جریان را در نرم افزار چاپگر خود کاهش دهید.
چک لیست مشکلات چاپ سه بعدی: چاپ به نظر رشته ای و آویزان است (بیش تراوش)
• بررسی کنید که تنظیمات ضریب تراوش درستی دارید
• تنظیمات جریان فیلامنت را کاهش دهید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
27. لایه های چاپ به طور یکنواخت نازک و ضعیف به نظر می رسند (کم تراوش)

مشکل چاپ سه بعدی چیست؟
کم تراوشی اصطلاحی است که به چاپگری اطلاق میشود که مواد کافی برای چاپ تأمین نمی کند. کم تراوشی نشانه های بسیاری دارد — به ویژه لایه های نازک، فاصله های ناخواسته و حتی کاملاً از دست دادن لایه ها.
علت این مشکل چاپ سه بعدی چیست؟
چندین علت ممکن وجود دارد. اول، قطر فیلامنت مورد استفاده با قطر تنظیم شده در نرم افزار اسلایسر مطابقت ندارد. دوم، مقدار موادی که تراوش داده میشود به دلیل تنظیمات نادرست نرم افزار اسلایسر بسیار کم است. به طور جایگزین، جریان مواد از طریق اکسترودر به دلیل کثیفی در نازل محدود میشود.
عیب یابی چاپ سه بعدی: کم تراوشی
نکته عیب یابی چاپ سه بعدی: بررسی قطر فیلامنت
با ساده ترین مشکل شروع کنید، آیا قطر فیلامنت صحیح را در نرم افزار اسلایسر تنظیم کرده اید؟ اگر در مورد قطر مطمئن نیستید، معمولاً ارزش آن به همراه دمای توصیه شده روی جعبه چاپ می شود.
نکته عیب یابی چاپ سه بعدی: اندازه گیری فیلامنت
اگر هنوز نتایج مورد نظر خود را به دست نیاورده اید و جریان فیلامنت مشکل است، پس از یک کولیس برای بررسی دوباره قطر فیلامنت استفاده کنید. شما باید بتوانید تنظیمات قطر فیلامنت را به طور دقیق در تنظیمات نرم افزار اسلایسر تنظیم کنید.
نکته عیب یابی چاپ سه بعدی: بررسی نازل برای آلودگی
پس از چاپ، اکثر چاپگرها اکسترودر را از پایه چاپ بلند میکنند. به سرعت بررسی کنید که نازل از تجمع فیلامنت و کثیفی پاک است.
نکته عیب یابی چاپ سه بعدی: تنظیم ضریب تراوش
اگر هیچ عدم تطابقی بین قطر فیلامنت واقعی و تنظیمات نرم افزار وجود ندارد، پس ضریب تراوش (که به عنوان نرخ جریان یا جبران جریان نیز شناخته میشود) ممکن است خیلی پایین باشد. هر برنامه اسلایسر این را کمی متفاوت مدیریت می کند اما اصل افزایش این مقدار در گام های ۵٪ تا زمانی که مشکل حل شود است.
چک لیست مشکلات چاپ سه بعدی: کم تراوشی
• قطر فیلامنت را بررسی کنید
• با استفاده از کولیس (calipers) قطر فیلامنت را اندازه گیری کنید
• بررسی کنید که نازل پاک است
• ضریب تراوش را در افزایش های ۵٪ تنظیم کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
28. چاپ به نظر ذوب شده و تغییر شکل یافته است

مشکل چاپ سه بعدی چیست؟
فیلامنت به طور غافلگیرکننده ای در برابر انواع خطاهای پیکربندی، از جمله داغ شدن بیش از حد نازل، مقاوم است. به همین دلیل مقاومت است که متوجه شدن اینکه نازل شما خیلی داغ است همیشه به اندازه ای که فکر می کنید آسان نیست.
نشانه ای از این میتواند ظاهر نامنظم لایه ها باشد؛ وقتی نگاه دقیق تری می اندازید می بینید که به اندازه نامنظم نیست بلکه ذوب شده است. دوباره مدل ما این را به طور ظریف روی کابین نشان میدهد، و به اثر بسیار بیشتری روی دودکش که شروع به نگاه کردن کمی مانند مومی که از شمع ذوب شده پایین می آید میکند.
داغ شدن بیش از حد فیلامنت همچنین می تواند مشکلات عظیمی را از نظر دقت ایجاد کند، به ویژه وقتی صحبت از سوراخ های رزوه ای است که چاپ کرده اید. پیدا کردن اینکه برخی سوراخ ها درست هستند و برخی دیگر خیلی کوچک هستند، اغلب نشانه اولیه ای است که دما ممکن است خیلی بالا باشد.
علت این مشکل چاپ سه بعدی چیست؟
معمولاً، داشتن نازل خیلی داغ یا داغ شدن بیش از حد یک راه حل آسان است. باید تعادل دقیقی بین ذوب کردن فیلامنت به گونه ای که جریان یابد، و امکان سریع جامد شدن فیلامنت برای اینکه لایه بعدی بتواند روی یک سطح جامد اعمال شود، وجود داشته باشد. قبل از اینکه بروید و دما را تنظیم کنید، اول اطمینان حاصل کنید که تنظیمات مواد صحیح را برای چاپگر سه بعدی خود بارگذاری کرده اید (به عنوان بخشی از فرآیند بارگذاری فیلامنت). اگر این کار را کرده اید، پس ممکن است نیاز باشد که دما را فقط کمی تنظیم کنید.
عیب یابی چاپ سه بعدی: چاپ به نظر ذوب شده و تغییر شکل یافته
نکته عیب یابی چاپ سه بعدی: بررسی تنظیمات مواد توصیه شده
این ممکن است واضح به نظر برسد، اما فقط دوباره بررسی کنید که جزئیات صحیح در مورد مواد را به چاپگر داده اید. دمای فیلامنت های جدید از بین ۱۸۰ تا ۲۶۰ درجه سانتیگراد یا حدود آن متغیر است، بنابراین تعجب آور است که چقدر آسان است این اشتباه را انجام دهید.
نکته عیب یابی چاپ سه بعدی: کاهش دمای نازل
در تنظیمات چاپگر یا نرم افزار، دمای نازل را کاهش دهید. بسته به شدت داغ شدن بیش از حد، دما را در فواصل ۵ درجه سانتیگراد کاهش دهید.
نکته عیب یابی چاپ سه بعدی: افزایش سرعت چاپ
می توانید سرعت چاپ را افزایش دهید.
نکته عیب یابی چاپ سه بعدی: تنظیم فن ها
بررسی کنید که فن های خنک کننده به سمت نازل هدایت شده اند. بررسی کنید که آنها در موقعیت درست قرار دارند و اگر ممکن است سرعت آنها را برای افزایش جریان هوا بر روی فیلامنت خنک کننده افزایش دهید.
چک لیست مشکلات چاپ سه بعدی: چاپ به نظر ذوب شده و تغییر شکل یافته
• تنظیمات مواد را بررسی کنید
• دمای نازل را کاهش دهید
• سرعت چاپ را افزایش دهید
• موقعیت فن سر نازل را بررسی کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
29. گودی ها و فرورفتگی ها در لایه بالایی (پیلوینگ)
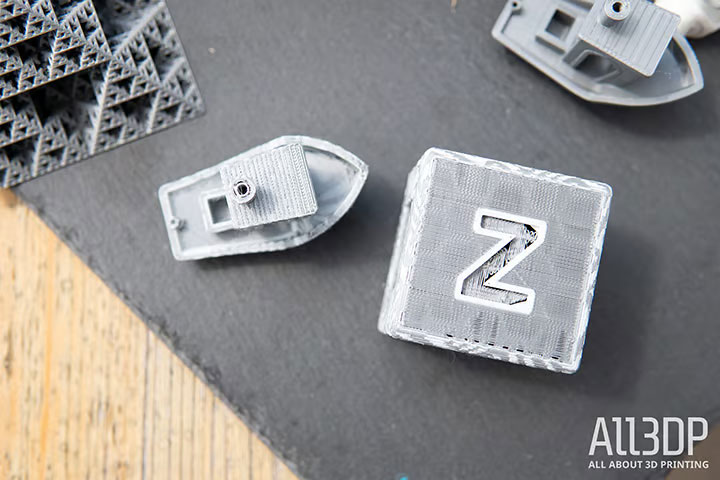
(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
سطح بالایی چاپ دارای برآمدگی های ناخوشایند یا حتی سوراخ هایی است.
علت این مشکل چاپ سه بعدی چیست؟
دو دلیل رایج، خنک کاری نامناسب لایه بالایی و ناکافی بودن ضخامت سطح بالایی است.
عیب یابی چاپ سه بعدی: گودی ها و فرورفتگی ها در لایه بالایی (پیلوینگ)
نکته عیب یابی چاپ سه بعدی: اندازه فیلامنت
پیلوینگ مشکلی است که می تواند بر همه چاپگرهای سه بعدی تأثیر بگذارد، اما بیشتر در چاپگرهایی که از فیلامنت ۱.۷۵ میلیمتری استفاده می کنند، رایج است. اگر هیچ یک از نکات دیگر زیر کمک نکرد، تعویض فیلامنت به فیلامنت ۲.۸۵ میلیمتری را امتحان کنید، اگر میتوانید.
نکته عیب یابی چاپ سه بعدی: بررسی موقعیت فن
خنک کاری می تواند علت پیلوینگ باشد. هنگامی که چاپ شروع می شود، فن های چاپگر شما معمولاً روی کم یا خاموش تنظیم می شوند و پس از چند لایه اول، باید شروع به کار کنند. بررسی کنید که فن های اطراف نازل شما شروع به چرخش می کنند، به ویژه به سمت انتهای چاپ. اگر به نظر میرسد که به خوبی کار می کنند، پس مشکل می تواند این باشد که جریان هوای کافی را بر روی چاپ شما هدایت نمی کنند. تنوعی از اصلاحات قابل چاپ سه بعدی برای تغییر جریان هوای چاپ شما وجود دارد.
نکته عیب یابی چاپ سه بعدی: تنظیم سرعت فن در G-Code
مشکل دیگر خنک کاری زمانی رخ میدهد که هر لایه بالایی متوالی از پلاستیک مذاب اعمال میشود. هنگامی که آن ساختار ساپورت داخلی را می پوشاند، باید به سرعت خنک شود تا از افتادن به سوراخ های بین ساپورت ها جلوگیری شود. سرعت فن ها را می توان در G-Code تنظیم کرد.
یک G-Code رایج برای روشن کردن فن M106 است و برای خاموش کردن فن M107 است. با این خطوط کنترل، شما فقط نیاز دارید که سرعت فن را برای آن لایه های بالایی به حداکثر تنظیم کنید.
برای مثال، با نگاه کردن به G-Code (تولید شده در Cura برای چاپ روی یک Prusa i3) برای یک مکعب ۱ سانتیمتر در ۱ سانتیمتر چاپ شده با ارتفاع لایه ۰.۱ میلیمتر، می توانیم ببینیم که ۹۷ لایه وجود دارد. با دانستن اینکه ما تنظیم 'Bottom / Top Thickness setting' به اندازه ۰.۶ میلیمتر داریم می توانیم به ;LAYER:91 نگاه کنیم، سپس در خط بعدی M106 S255 را اضافه کنیم. M106 فن را روشن میکند و S255 آن را به حداکثر قدرت می رساند.
نکته عیب یابی چاپ سه بعدی: افزایش ضخامت لایه بالایی
آسان ترین راه حل افزایش ضخامت لایه بالایی است. بیشتر برنامه ها به شما امکان می دهند این کار را در بخش پیشرفته، زیر تنظیم ' Bottom / Top Thickness setting' انجام دهید. شما معمولاً هدف دارید که حداقل ۶ لایه مواد داشته باشید و تا ۸ لایه برای نازل ها و فیلامنت های کوچکتر. اگر ارتفاع لایه شما بنابراین به ۰.۱ میلیمتر تنظیم شده است، پس تنظیم 'Bottom / Top Thickness' را به ۰.۶ میلیمتر تنظیم کنید. اگر اثر پیلوینگ هنوز وجود دارد، آن را به ۰.۸ میلیمتر افزایش دهید.
چک لیست مشکلات چاپ سه بعدی: گودی ها و فرورفتگی ها در لایه بالایی (پیلوینگ)
• مطمئن شوید که فن ها با سرعت و در موقعیت مناسب هستند
• به صورت دستی سرعت فن را تنظیم کنید
• ضخامت لایه بالایی را افزایش دهید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
30. رشته های شبکه ای مانند، چاپ را می پوشانند (ریسه زنی)

(Source: All3DP)
مشکل چاپ سه بعدی چیست؟
رشته های ناخوشایند پلاستیکی بین بخش های مدل وجود دارد.
علت این مشکل چاپ سه بعدی چیست؟
زمانی که اکسترود بر فراز یک منطقه باز حرکت می کند، برخی از فیلامنت ها از نازل چکه کرده است.
عیب یابی چاپ سه بعدی: ریسه زنی
نکته عیب یابی چاپ سه بعدی: فعال سازی برگشت به عقب فیلامنت (Retraction)
برگشت به عقب فیلامنت یک عامل مهم در کیفیت پایانی است و می توان آن را از طریق بیشتر نرم افزارهای اسلایسر فعال کرد. عملکرد آن بسیار ساده است و با بازگرداندن فیلامنت به داخل نازل قبل از حرکت، کار می کند. ایده این است که از کشیده شدن فیلامنت مذاب پشت سر حرکت نازل جلوگیری کند و رشته های نازکی را در پی خود ایجاد نکند.
بیشتر برنامه ها مانند Cura گزینه فعال سازی با یک کلیک را ارائه می دهند. این از مجموعه ای از پارامترهای پیشفرض استفاده میکند و برای بیشتر موارد کاملاً کافی است، اما برای تنظیم دقیق تر، گزینه های سفارشی وجود دارد که کنترل بیشتری می دهند. به عنوان مثال، تنظیم حداقل حرکت سر قبل از فعال شدن بازگشت.
نکته عیب یابی چاپ سه بعدی: حداقل حرکت (میلیمتری)
کاهش حداقل حرکت معمولاً سریع ترین راه حل برای ریسه زنی است اگر بازگشت استاندارد کار نمیکند. مقدار را در فواصل ۰.۵ میلیمتری کاهش دهید تا زمانی که ریسه زنی متوقف شود.
نکته عیب یابی چاپ سه بعدی: فقط آنها را ببرید
این راه، زیباترین راه حل نیست اما به سادگی برداشتن یک تیغ جراحی برای بریدن رشته ها اغلب سریع ترین و آسان ترین راه حل است.
چک لیست مشکلات چاپ سه بعدی: رشته های شبکه ای مانند، چاپ را می پوشانند (ریسه زنی)
• برگشت به عقب فیلامنت را فعال کنید
• حداقل حرکت قبل از شروع برگشت را تنظیم کنید
• فقط چاپ را با یک تیغ جراحی تمیز کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
31. چاپ، دقت ابعادی خود را از دست داده است
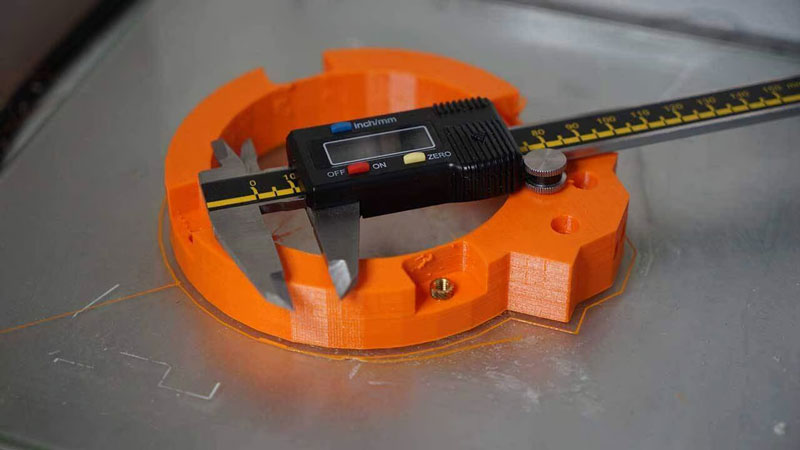
مشکل چاپ سه بعدی چیست؟
زمانی که شما در برنامه CAD خود محصولی را طراحی می کنید، ابعادی که با دقت برنامه ریزی کرده اید باید به طور کامل توسط چاپگر سه بعدی شما تکرار شوند.
با این حال، زمانی که به مرحله اتصال قطعات محصول خود می رسید، متوجه می شوید که تمام اندازه گیری ها و طراحی های دقیق به هدر رفته است. هیچ چیز با هم تطابق ندارد، سوراخ ها اندازه اشتباهی دارند و هیچ چیز مناسب نیست.
دقت ابعادی چاپ در واقع یکی از معدود زمینه های چاپ سه بعدی است که بسیار محتمل است چاپگر شما کاملاً خوب باشد. قبل از بررسی چاپگر برای خطاها، دوباره اطمینان حاصل کنید که ابعاد مدل سه بعدی صحیح هستند.
با انجام این کار، سپس می توانید به چاپگر نگاه کنید تا علت را پیدا کنید.
علت این مشکل چاپ سه بعدی چیست؟
بیایید با اندازه گیری ها و رایج ترین مشکل شروع کنیم. اول از همه، بررسی کنید که شما با اندازه گیری های واقعی دنیا کار می کنید؛ سانتیمتر و میلیمتر احتمالاً بهترین هستند، هرچند اینچ ها هم برای چاپ سه بعدی واحد کاربردی هستند. اگر این دو را بین مدل سه بعدی و موتور اسلایسر خود تبدیل کنید، به سرعت خطا را تشخیص خواهید داد.
اگر همه چیز با انتخاب واحد خوب است، پس دوباره اندازه های فیزیکی قطعات را بررسی کنید. زمانی که به اندازه گیری میرسد، همیشه دو بار اندازه گیری کنید!
حالا اگر چاپ های جداگانه ای دارید که باید با هم منطبق شوند، مانند یک اتصال دهنده نر به ماده، یا پیچ و سوراخ، پس مطمئن شوید که قطعه وارد شونده کمی کوچکتر از سوراخی است که برای آن ایجاد کرده اید.
به عنوان مثال، اگر شما یک پیچ M5 دارید و یک سوراخ به قطر ۵ میلیمتر برای آن ایجاد کرده اید، پس آن مناسب نخواهد بود (حداقل نه بدون کمی قدرت و اراده). برای حل این مشکل، اندازه سوراخ را برای یک چاپ دقیق ۰.۱ میلیمتر و احتمالاً برای یک چاپ با کیفیت پایین ۰.۲ میلیمتر افزایش دهید. دوباره چاپ کنید و امتحان کنید. اگر هنوز مناسب نیست، آن را کمی بیشتر بزرگ کنید.
اگر سوراخ به نظر بیضی شکل است، مشکل لزوماً اندازه سوراخ نیست.
اگر شما یک شکل با پولیگان پایین ایجاد کرده اید، احتمال دارد که سوراخ شما دیگر گرد نباشد و به جای آن لبه هایی کمی صاف داشته باشد. هنگام چاپ یک شیء با سوراخ ها، همیشه مطمئن شوید که تعداد پولیگان ها را متوسط نگه دارید تا آن سوراخ های گرد و صاف برای قرار گرفتن چیزها در آنها حفظ شوند.
همین مسئله برای اشکال سفارشی که باید با هم منطبق شوند نیز صدق می کند. کاهش تعداد پولیگان های یک شیء می تواند انواع مشکلاتی را ایجاد کند، اگر دو بخش دارای لبه های گردی باشند که نیاز به اتصال دارند.
زمانی که با بررسی همه چیز با ابعاد مدل تمام کردید، وقت آن است که توجه خود را به چاپگر بدهید. وقتی صحبت از دقت چاپ میشود، چند لایه اول همه مهم هستند. یک مکعب آزمایشی ۵۰ میلیمتر در ۵۰ میلیمتر چاپ کنید و با استفاده از کولیس دیجیتال اندازه ها را بررسی کنید؛ مطمئن شوید که مکعب را با همان ارتفاع لایه ای که مدل نهایی خود را چاپ خواهید کرد، چاپ می کنید. ابتدا ارتفاع کلی را بررسی کنید تا ببینید آیا برابر با ۵۰ میلیمتر است، اگر بله پس همه چیز در محور Z خوب است. اگر نه، پس به دقت ۲۰ لایه بالایی را اندازه گیری کنید - اینها باید برابر با ۲۰ میلیمتر باشند. اگر این صحیح است اما ارتفاع کلی اشتباه است، پس احتمالاً چند لایه اول مشکل را ایجاد می کنند.
برای حل این مشکل، ارتفاع نازل را از صفحه چاپ بررسی کنید و مطمئن شوید که در حاشیه خطای چاپگر شما نسبت به ارتفاع لایه قرار دارد. اگر ارتفاع نازل شما ۱ میلیمتر از صفحه چاپ فاصله دارد و ارتفاع لایه شما ۲ میلیمتر است، ممکن است متوجه شوید که بیش از حد فیلامنت در آن لایه اول قرار داده شده و مشکل را ایجاد میکند. اگر این مورد است، یا چاپگر خود را دوباره تنظیم کنید و اطمینان حاصل کنید که فاصله نازل تا صفحه افزایش یافته است، یا ارتفاع لایه را کاهش دهید.
حالا ابعاد X و Y را بررسی کنید. اگر تقریباً ۱ میلیمتر کوچکتر از آنچه باید باشند اما تمام نسبت ها درست به نظر میرسند، ممکن است به دلیل انقباض حرارتی فیلامنت باشد. این نسبتاً رایج است با ABS؛ برای اصلاح این، درصد خطا را محاسبه کنید و مقیاس چاپ را برای جبران افزایش دهید. استفاده از فیلامنت های با کیفیت بالا بهترین راه برای جلوگیری از این است.
به سوراخ برگردید و به داخل آن نگاه کنید؛ اگر دیواره ها صاف به نظر می رسند، پس همه چیز خوب است. اگر لایه های برجسته را می بینید پس این می تواند نشانه ای باشد که نازل خیلی داغ است و فیلامنت پس از قرار گرفتن، می چکد.
اگر سوراخ به نظر بیضی شکل است، پس ممکن است که یکی از تسمه های شما شل باشد یا اندکی عدم ترازی محورهای X و Y وجود داشته باشد. بررسی کنید که همه محکم هستند و همه چیز به جای خود پیچ شده است.
عیب یابی چاپگر: چاپ، دقت ابعادی خود را از دست داده است
نکته عیب یابی چاپ سه بعدی: بررسی واحد اندازه گیری کار
در برنامه چاپ سه بعدی خود مطمئن شوید که ابعاد واقعی را انتخاب کرده اید.
نکته عیب یابی چاپ سه بعدی: دوباره اندازه ها را بررسی کنید
اگر قطعه ای را طراحی می کنید که نیاز به اتصال با سایر اشیاء دارد، اندازه های خود را دوباره بررسی کنید و از کولیس دیجیتال استفاده کنید.
نکته عیب یابی چاپ سه بعدی: بزرگ نمایی سوراخ های پیچ
اگر سوراخ پیچی درست می کنید، یک پیچ M5 سه بعدی مجازی با قطری کمی بزرگتر از آنچه باید باشد ایجاد کنید و از این برای استخراج/ایجاد یک تفریق بولی از مدلی که نیاز دارید سوراخ در آن ظاهر شود، استفاده کنید.
نکات رفع مشکلات چاپ سه بعدی: افزایش تعداد پولیگان ها
کاهش تعداد پولیگان های مدل هایتان می تواند باعث بروز مشکلاتی در لبه های کمی صاف شده شود. اطمینان حاصل کنید که تعداد پولیگان ها در حد مناسبی برای شیب های نرم تر و انطباق بهتر نگه داشته شود.
نکات رفع مشکلات چاپ سه بعدی: آزمایش دقت چاپگر با مکعب آزمایشی
از مکعب کالیبراسیون چاپ سه بعدی برای بررسی ابعاد X، Y، و Z چاپتان استفاده کنید.
نکات رفع مشکلات چاپ سه بعدی: بررسی دمای نازل
اگر روی داخل سوراخ های چاپتان توده هایی و سایر بیرون زدگی های گمراه کننده وجود دارد، سعی کنید دمای چاپتان را کاهش دهید.
نکات رفع مشکلات چاپ سه بعدی: بررسی تسمه ها و ریل ها
تنش تسمه ها را بررسی کنید و اطمینان حاصل کنید که تمام محورها صاف و به درستی تراز شده اند.
چک لیست مشکلات چاپ سه بعدی: دقت ابعاد چاپ
• ابعاد را بررسی کنید
• اندازه گیری ها را دوباره بررسی کنید
• اطمینان حاصل کنید که قطعات مناسب هستند
• تعداد پولیگان ها را بالا نگه دارید
• دمای نازل را بررسی کنید
• تسمه ها و ریل ها یا پروفیل ها را بررسی کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
32. شیفت لایه ها چاپ در برخی مکان ها
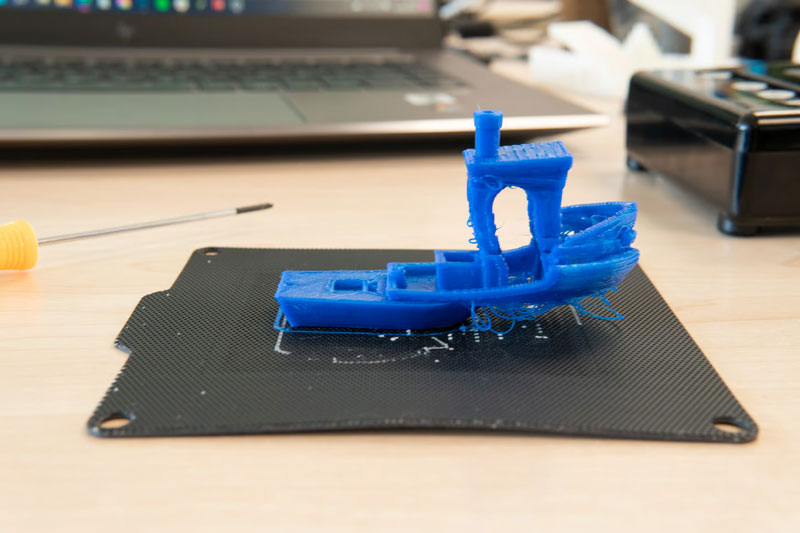
یکی از موارد شدید تغییر لایه ای که تجربه کرده ایم. (منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
لایه های پایینی و بالایی جابجا می شوند به طوری که اثر پله ای در طول چاپ ایجاد می شود. معمولاً این اثر بسیار ظریف است، اما تصویر بالا چاپی را با اثر بیشتر نشان میدهد.
علت مشکل چاپ سه بعدی چیست؟
دلایل متنوعی برای جابجایی لایه ها وجود دارد که می تواند به سادگی برخورد کسی با چاپگر در حین فرآیند چاپ باشد. علل پیچیده تر می تواند شامل میله های خمیده یا ناهمتراز، یا حتی گیر کردن نازل به چاپ و ایجاد تغییر جزئی در موقعیت صفحه چاپ باشد.
رفع مشکلات چاپ: چاپ در برخی مکان ها افست دارد
نکته رفع مشکلات چاپ سه بعدی: بررسی کنید که چاپگر پایه ای پایدار دارد
چاپگر را روی یک پایه پایدار و در مکانی قرار دهید که از برخورد، فشار و دستکاری شدن جلوگیری شود. حتی یک هل دادن کوچک چاپگر می تواند پایه چاپ را جابجا کرده و مشکلاتی ایجاد کند.
نکته رفع مشکلات چاپ سه بعدی: بررسی کنید که صفحه چاپ محکم است
بسیاری از چاپگرهای سه بعدی از نوعی صفحه چاپ جداشدنی استفاده می کنند. اگرچه این برای برداشتن قطعات چاپ و جلوگیری از آسیب به چاپگر مفید است، اما همچنین به این معناست که با گذشت زمان کلیپس ها و پیچ ها می توانند شل شوند. اطمینان حاصل کنید که زمانی که صفحه ی چاپ را دوباره نصب می کنید، به خوبی با کلیپ یا پیچ در جای خود محکم شده تا از هرگونه لغزش یا حرکت جلوگیری شود.
نکته رفع مشکلات چاپ سه بعدی: مراقب لایه های بالایی تاب خورده باشید
لایه های بالایی چاپ می توانند به راحتی تاب بخورند اگر خیلی سریع خنک شوند. همانطور که لایه ها تاب می خورند، بالا می آیند و می توانند مانعی برای نازل هنگام حرکت ایجاد کنند. در اکثر موارد، چاپ از صفحه جدا می شود، اما اگر این اتفاق نیفتد، موتورهای پله ای قدرتمند می توانند چاپ و صفحه را به اطراف هل دهند. اگر چاپ های شما از تابخوردگی در لایه های بالایی رنج می برند، سعی کنید سرعت فن ها را کمی کاهش دهید.
نکته رفع مشکلات چاپ سه بعدی: سرعت چاپ را کاهش دهید
امکان افزایش سرعت زمان های چاپ برای دستگاه شما با افزایش دما و جریان وجود دارد. با این حال، در حالی که این ممکن است منجر به جریان یافتن فیلامنت با کیفیت صحیح شود، بقیه دستگاه ممکن است برای دنبال کردن تلاش کند. اگر در حین چاپ صدای کلیک شنیدید، این می تواند نشانه ای باشد که چاپگر خیلی سریع است. اگر صدای کلیک شنیدید، اولین کاری که باید انجام دهید این است که بررسی کنید فیلامنت لیز نخورده است، قبل از اینکه به سرعت واقعی چاپگر نگاه کنید. شما می توانید سرعت چاپگر خود را به راحتی در هر نرم افزار اسلایسر خوبی تنظیم کنید.
نکته رفع مشکلات چاپ سه بعدی: بررسی تسمه ها
اگر لایه ها همچنان جابجا می شوند، زمان آن رسیده است که تسمه ها را بررسی کنید. یک بررسی سریع این است که دور تمام تسمه ها بگردید و دو طرف آنها را به هم فشار دهید. تنش در هر تسمه باید یکسان باشد، اگر نبود، باید موقعیت تسمه را تنظیم کنید تا تنش تسمه را مساوی کنید. با گذشت زمان تسمه های لاستیکی کش می آیند (معمولاً می توانید بگویید که آنها شروع به لغزیدن روی پولی ها می کنند)، اگر تسمه ها کمی بازی دارند، زمان آن است که آنها را با تسمه های جدید جایگزین کنید. تسمه های بیش از حد سفت نیز می توانند مشکل ساز باشند اما این معمولاً فقط زمانی مشکل است که خودتان دستگاه را ساخته اید. برخی از چاپگرها مانند Ender 3 v2 دارای پیچ های تنظیم تنش تسمه هستند که به شما امکان می دهند به راحتی سفتی تسمه ها را تنظیم کنید.
نکته رفع مشکلات چاپ سهبعدی: بررسی کوپلینگ ها
اینها معمولاً مستقیماً به یک موتور پله ای متصل می شوند، و یکی از میله های اصلی که اکسترودر را به حرکت درمی آورد. اگر به دقت کوپلینگ را بچرخانید، یک پیچ کوچک آلن را خواهید دید. به میله نگه دارید و با گرفتن تسمه متصل شده، سپس تسمه را بکشید و سعی کنید پولی را به چرخش وادارید. باید متوجه شوید که بین کوپلینگ و موتور پله ای یا میله هیچ لغزشی وجود ندارد. اگر وجود داشت، پیچ آلن را سفت کنید و دوباره امتحان کنید.
نکته رفع مشکلات چاپ سه بعدی: تمیز کردن و روانکاری میله ها
با گذشت زمان ممکن است آشغال روی میله ها یا لید اسکرو ها جمع شود که به این معنی است که در برخی نقاط در طول میله ها با افزایش اصطکاک مواجه می شوند. این می تواند بر حرکت آزاد سر چاپ تأثیر بگذارد و باعث جابجایی لایه شود. یک پاک کردن سریع و روانکاری مجدد میله ها، معمولاً مشکل را حل میکند.
نکته رفع مشکلات چاپ سه بعدی: بررسی میله های تغییر شکل یافته
اگر مشاهده کنید که اکسترودر در نقاط خاصی مکث میکند، ممکن است یکی از میله ها یا پروفیل ها کمی خم شده باشد. معمولاً می توانید با خاموش کردن دستگاه به طوری که هیچ برقی از طریق موتورهای پله ای عبور نکند و سپس سر چاپ را از طریق محورهای X و Y حرکت دهید، متوجه شوید. اگر مقاومتی احساس کردید، می دانید که چیزی نادرست است. ابتدا ببینید که آیا میله ها همتراز هستند، اگر هستند، میله ها را بردارید و آنها را روی یک سطح صاف بغلتانید. اگر هر کدام خمیده باشند، کاملاً واضح خواهد بود.
چک لیست مشکلات چاپ سه بعدی: چاپ در برخی مکان ها افست دارد
• بررسی کنید که چاپگر روی یک پایه پایدار قرار دارد
• بررسی کنید که صفحه ی چاپ محکم است
• مراقب لایه های بالایی تاب خورده باشید
• چاپ خیلی سریع برای دستگاه شما مشکل ساز است
• تسمه ها را بررسی کنید
• کوپلینگ ها را بررسی کنید
• بررسی کنید که میله ها و لید اسکرو تمیز هستند و کمی روغن بزنید
• برای میله های تغییر شکل یافته بررسی کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
33. پل ها نامرتب هستند

مشکل چاپ سه بعدی چیست؟
پل ها اساساً قطعه ای از پلاستیک هستند که بین دو نقطه برجسته کشیده می شوند. اگر دو ستون با فاصله ۵ سانتیمتر داشته باشید، تزریقی که بین این دو نقطه بالای آنها قرار دارد و زیر آن چیزی نیست، پل است.
بیشتر فیلامنت ها به طور شگفت انگیزی در برابر پل زنی (Bridge) مقاوم هستند و با یک چاپگر به خوبی تنظیم شده، فاصله ای که هنگام پل زنی قابل دستیابی است می تواند شگفت انگیز باشد. با این حال، می دانید که چیزی کاملاً درست نیست وقتی چاپگر شما شروع به شکست در پل زنی حتی کوچکترین فاصله میکند.
واضح ترین نشانه زمانی است که چاپگر در پل زنی موفقیت آمیز فاصله های بین ۱ تا ۳ سانتیمتر شکست می خورد. اکستروژن ممکن است بیش از حد نازک باشد، فیلامنت افتادگی داشته باشد، یا به سادگی به جای عرض، ارتفاع پل را پایین برود.
علت این مشکل چاپ سه بعدی چیست؟
رسیدن به اصل مشکلات پل زنی معمولاً خیلی آسان است و بخش زیادی از تشخیص از طریق نگاه به پل شکست خورده به دست می آید.
همچنین ارزش دارد که بدانیم روش های مختلف برنامه های اسلایسر در مدیریت پل زنی بسیار متفاوت است، با برنامه هایی مانند Simplify3D که گزینه ویژه ای برای پل دارند که اکستروژن و خنک کنندگی را برای بهترین نتایج تنظیم میکند.
متداول ترین مشکل مرتبط این است که فاصله ای که شما سعی در پلزنی آن دارید فقط خیلی زیاد است، این فاصله با هر چاپگر و ماده متفاوت خواهد بود. معمولاً می توانید بگویید که فاصله بیش از حد زیاد است زیرا فیلامنت شروع به افتادگی در وسط یا فروپاشی میکند.
خنک کنندگی مشکل دیگری است، فیلامنت نیاز به خنک شدن سریع دارد تا بتواند بین دو ستون از خود پشتیبانی کند.
سرعت اکستروژن نیز به همان اندازه مهم است، اگر اکسترودر خیلی سریع حرکت کند، سرعت و لرزش ها به طور حتمی باعث ناپایداری قبل از تنظیم فیلامنت خواهد شد.
دمای اکستروژن بیش از حد بالا اغلب منجر خراب شدن پل زنی میشود، دوباره نشان دهنده افتادگی فیلامنت. اگر فیلامنت اکسترود شده از ضخامت های مختلف باشد، می دانید که این یک مشکل است.
رفع مشکلات چاپگر سه بعدی: پل ها نامرتب هستند
نکته رفع مشکلات چاپ سه بعدی شماره ۱: بررسی قابلیت های پل زنی(Bridge)
شما می توانید با ستون ها و پل هایی با فواصل مختلف یک چاپ آزمایشی انجام دهید تا ببینید چاپگر شما تا چه فاصله ای پیش میرود، با فاصله ۵ سانتیمتر شروع کنید و سپس افزایش دهید، هر چیزی بین ۵ تا ۱۰ خوب است، ۱۵ استثنایی خواهد بود.
نکته رفع مشکلات چاپ سه بعدی شماره ۲: اضافه کردن ساپورت ها
یک راه حل سریع و آسان این است که به سادگی ساپورت هایی در زیر ساختار اضافه کنید.
نکته رفع مشکلات چاپ سه بعدی شماره ۳: افزایش سرعت فن ها
سرعت فن اکستروژن را افزایش دهید تا اطمینان حاصل کنید که فیلامنت به سرعت خنک می شود، هر چه فیلامنت سریعتر تنظیم شود، پل بزرگتری قادر به ایجاد خواهد بود.
نکته رفع مشکلات چاپ سه بعدی شماره ۴: کاهش سرعت اکستروژن
اکستروژن سریع یک نه قطعی است وقتی صحبت از پل زنی میشود، شما به آرامی و پیوستگی نیاز دارید زیرا فیلامنت نیاز به زمان دارد تا هنگام پل زنی تنظیم شود.
نکته رفع مشکلات چاپ سه بعدی شماره ۵: استفاده از Simplify3D
این نرم افزار چاپ سه بعدی اختصاصی دارای گزینه پل زنی (Bridge) است و به طور خودکار هر ناحیه از چاپ شما که نیاز به خنک کنندگی بیشتر و سرعت های اکستروژن کندتر دارد را تشخیص میدهد.
چک لیست مشکلات چاپ سه بعدی: پل ها نامرتب هستند
• قابلیت های پل زنی را بررسی کنید
• ساپورت ها را اضافه کنید
• سرعت فن ها را افزایش دهید
• سرعت اکستروژن را کاهش دهید
• از Simplify3D استفاده کنید
مشکلات چاپ سه بعدی FDM:
موارد دیگر
چاپ شما با موفقیت انجام شده و چاپ عالی به نظر میرسد، اما هنوز یک مشکل وجود دارد.
در اینجا مشکلات چاپ سه بعدی که در هیچ یک از دسته بندی های بالا جای نمی گیرند، آورده شده است.
__________
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
34. قطعه چاپی به صفحه چاپ چسبیده است
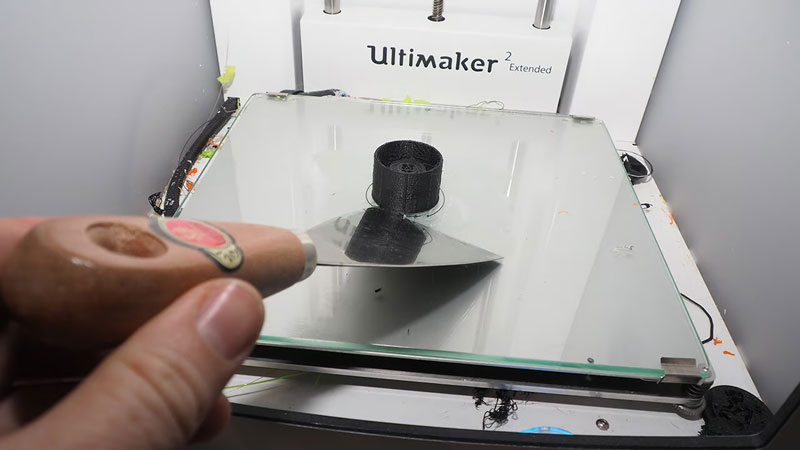
مشکل چاپ سه بعدی چیست؟
چاپ هایی که به نظر میرسد به پلتفرم چاپ جوش خورده اند، به اندازه چاپ هایی که اصلاً نمی چسبند، رایج هستند. اغلب اوقات آزاردهنده است که شما هر دو مشکل را در یک روز تجربه می کنید و معمولاً با حل کردن یکی، دیگری را ایجاد می کنید.
راه حل اصلی این مشکل چاپ سه بعدی، تعادل است.
تشخیص مشکل ساده است. وقتی چاپ تمام شود، اصلاً جابجا نمی شود. در واقع، به قدری محکم جوش خورده است که شاید بتوانید وزن چاپگر را با قطعه چاپی بلند کنید (هر چند وسوسه انگیز باشد، اما این کار را نکنید).
علت این مشکل چاپ سه بعدی چیست؟
وقتی فیلامنت گرم است، طوری طراحی شده است که چسبنده باشد تا هنگامی که هر لایه اکسترود می شود، به هم بچسبد. وقتی پایه چاپ گرم است، فیلامنتی که با آن تماس دارد تا زمانی که کاملاً خنک شود، کمی چسبنده باقی می ماند.
چاپی با سطح تماس بزرگ که مستقیماً با پایه تماس دارد، می تواند برای برداشتن سرسخت باشد. واقعاً فقط با اثر مکشی به آن میچسبد.
پلتفرم های چاپ قدیمی می توانند با لایه های چسب یا حفره های کوچک در شیشه که به عنوان لنگر برای چاپ عمل می کنند، بیش از حد بافت دار شوند. با گذشت زمان، این بافت می تواند پیوندی تقریباً ناگسستنی ایجاد کند. برخی از پلتفرم های چاپ به طور طراحی شده دارای سوراخ هایی هستند و معمولاً چاپ هایی که دشوارترین برداشتن هستند را ارائه می دهند.
فیلامنت ارزان قیمت نیز می تواند مقصر برای پیوند مضحک با صفحه چاپ باشد. اگرچه فیلامنت به خوبی ذوب می شود، اما همیشه به طور کامل جامد نمی شود.
رفع مشکلات چاپگر سه بعدی: چاپ به سکوی چاپ چسبیده است
نکته رفع مشکلات چاپ سه بعدی: کمی صبر داشته باشید
شما ساعت ها منتظر چاپ بوده اید، پس صبر کردن کمی بیشتر برای خنک شدن کامل چاپ ضرری نخواهد داشت. پس از مدتی خنک شدن، ممکن است خود به خود جدا شود. همانطور که فیلامنت خنک میشود، جامد شده و چسبندگی لازم برای اتصال لایه ها را از دست میدهد.
نکته رفع مشکلات چاپ سه بعدی: از یک کاردک استفاده کنید
بسیاری از چاپگرهای سه بعدی با آنها عرضه می شوند، اما احتمالاً می توانید یکی را در هر فروشگاه ابزار فروشی مناسبی پیدا کنید. اگر یک ساعت صبر کرده اید و چاپ هنوز محکم چسبیده است، صفحه ساخت را از دستگاه آزاد کرده و آن را روی میزی قرار دهید که چیزی پشت پایه چاپ را از نگه دارد. به طور مثال یک دیواره. سپس به دقت از کاردک برای کار کردن دور لبه ها استفاده کرده و چاپ را آزاد کنید. مراقب انگشتانتان باشید!
نکته رفع مشکلات چاپ سه بعدی: پلتفرم چاپ را تمیز کاری کنید
ممکن است به چاپ فعلی کمکی نکند، اما اگر پلتفرم چاپ شما با چسب مسدود شده است، احتمالاً زمان آن رسیده است که آن را تمیز کاری کنید. چاپ های آینده ممکن است همان پیوند ناگسستنی را نشان ندهند. اگر چاپ هنوز متصل است، آن را زیر آب گرم (نه جوشان) بگیرید و به آرامی از یک کاردک برای خراشیدن هر چسب سطحی استفاده کنید. قرار دادن آن در آب گرم برای خیساندن معمولاً چاپ را آزاد میکند، اما مراقب باشید که این نکته را فقط به سطوح تخت چاپ قابل جدا شدن اعمال کنید.
پس از آزاد شدن چاپ، اطمینان حاصل کنید که پلتفرم تمیز و برای هر گونه حفره در شیشه بازرسی شده است. اگر وجود دارد، شیشه را برگردانید و از طرف صاف آن استفاده کنید. اگر هر دو طرف نشانه های حفره دار بودن را نشان می دهند، یکی جدید بخرید.
نکته رفع مشکلات چاپ سه بعدی: آن را در فر بگذارید
گاهی اوقات آب گرم فقط نمی تواند چاپ را جابجا کند، اگر پلتفرم شیشه ای یا دیگر مقاوم در برابر حرارت بدون پلاستیک یا الکترونیک متصل و امکان جدا کردن آن از چاپگر وجود دارد، آن را در فر بگذارید. دما را روی ۱۰۰ درجه تنظیم کنید و سپس از یک کاردک برای دیدن اینکه آیا می توانید چاپ را جابجا کنید استفاده کنید. اگر نه، دما را به ۱۲۰ درجه افزایش دهید و پنج دقیقه صبر کنید و دوباره امتحان کنید. دما را افزایش دهید تا زمانی که چاپ را برداشته اید یا چاپ ذوب شده و می توانید آن را خراش دهید (اطمینان حاصل کنید که دستکشهای مقاوم در برابر حرارت بپوشید). این آخرین حالت افراطی احتمالاً به قیمت قربانی کردن چاپ شما خواهد بود.
نکته رفع مشکلات چاپ سه بعدی: از فیلامنت ارزان استفاده نکنید
در بسیاری از سطوح، فیلامنت ارزان یک اقتصاد کاذب است. می تواند به پلتفرم چاپ شما به روش هایی بچسبد که هیچ ماده دیگری شناخته شده برای انسان نمی تواند، و به طور کامل مناسب برای جوش دادن سرهای چاپ و اکسترودرها به هم پس از خنک شدن است. تنها راه واقعی برای جلوگیری از این مشکل، اجتناب کامل از فیلامنت های ارزان است.
نکته رفع مشکلات چاپ سه بعدی: چند سوراخ ایجاد کنید
این کار نیاز به کمی پیش بینی دارد، اما با ایجاد چند سوراخ در طراحی پایه چاپ، می توانید از برخی چسبندگی های ناشی از تماس بیش از حد سطح و مکش جلوگیری کنید.
چک لیست مشکلات چاپ سه بعدی: چاپ به صفحه چاپ چسبیده است
• کمی صبر کنید
• از یک کاردک استفاده کنید
• پلتفرم چاپ را تمیز کاری کنید
• آن را در فر بگذارید
• از فیلامنت ارزان استفاده نکنید
• چند سوراخ روی آن ایجاد کنید
مشکلات چاپ سه بعدی SLA:
هیچ چیزی چاپ نمی شود
خدایان چاپ سه بعدی با نگاه نامطلوبی به شما مینگرند. نیم ساعت را با دقت صرف قرار دادن ساپورت ها کرده اید تا موفقیت را تضمین کنید، اما حالا هیچ چیزی حتی به صفحه چاپ نمی چسبد. و بی عدالتی کل ماجرا چیست؟ احتمالاً مجبور بودید صدها لایه صبر کنید تا حتی متوجه شوید.
______
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
35. رزین بیش از حد سرد است
(منبع: Formlabs)
مشکل چاپ سه بعدی چیست؟
همانند برخی از فیلامنت های چاپ سه بعدی FDM، دمای محیطی می تواند نقش بزرگی در اینکه آیا رزین فتوپلیمر در فرآیند چاپ رزینی تنظیم خواهد شد، ایفا کند.
اگر رزین شما بیش از حد سرد باشد، احتمالاً تنظیم نخواهد شد و اگر هم تنظیم شود، به طور ناهمگون خواهد بود، که منجر به چاپ های ناقص و چسبندگی ضعیف صفحه میشود.
علت این مشکل چاپ سه بعدی چیست؟
ما را شکست داد. فکر می کنیم برای توضیح این موضوع به یک دانشمند مواد نیاز است، زیرا در اینترنت کمتر صحبتی در مورد دلیل این موضوع وجود دارد. اینطور است، چون همینطور است. شاید کسی در نظرات بتواند برای ما توضیح دهد، اما همه چیزی که ما می دانیم این است که یکی از دلایل رایج شکست چاپ های رزینی، رزین و دمای محیطی اطراف چاپ که بیش از حد خنک است، می باشد.
دماهایی تا حدود ۲۵-۳۰ درجه سلسیوس ممکن است برای برخی رزین ها ضروری باشد.
رفع مشکلات چاپگر سه بعدی: رزین بیش از حد سرد است
نکته رفع مشکلات چاپ سه بعدی: چاپگر را به اتاق گرم تری منتقل کنید
گفتنِ این کار آسانتر از انجام آن است، اگر شما در یک آب و هوای معمولاً سردتر زندگی می کنید. چیزی به سادگی انتقال چاپگر به اتاق گرمتری نزدیک به منبع گرما ممکن است کافی باشد تا به آن نقطه شیرین برسید و چاپ های رزینی خود را به حالت "سبز" (جامد شده، اما سخت/علاج نشده) تبدیل کنید.
نکته رفع مشکلات چاپ سه بعدی: تهیه ی محفظه گرمایشی
چیز زیادی در مورد گرمایش اختصاصی چاپگرهای رزین 3D وجود ندارد، اما برخی از سازندگان صنعتی به جامعه در حال ظهور (ها) دور انکوباتورهای خانگی برای راه حل روی آورده اند. امکان دارد که یک کیت گرمایش انکوباتور شامل گرم کن، فن، ترموستات و منبع تغذیه را با قیمت حدود ۵۰ دلار تهیه کنید، اگرچه مطمئنیم که راه حل های خانگی با قیمت کمتری نیز وجود دارند. این به عنوان یک نقطه شروع خوب عمل میکند.
چک لیست مشکلات چاپ سه بعدی SLA: رزین بیش از حد سرد است
• چاپگر را به اتاق گرم منتقل کنید
• راهی برای گرم کردن محفظه پیدا کنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
36. چاپ بیش از حد سریع است
(Source: Formlabs)
مشکل چاپ سه بعدی چیست؟
در چاپ سه بعدی رزینی، یک منبع نور UV یا معمولاً یک لیزر، رزین فتوپلیمر را سخت میکند. همانطور که فیلم عکاسی نیاز به مقدار قابل توجهی نوردهی برای ثبت تصویر دارد، رزین نیز باید قبل از سخت شدن به مقدار مناسبی از نور UV نوردهی شود
علت این مشکل چاپ سه بعدی چیست؟
نوردهی ناکافی، چه به دلیل حرکت بیش از حد سریع لیزر یا لیزر ضعیف (که در زیر به آن پرداخته ایم)، منجر به عدم چاپ یا چاپ های ضعیفی خواهد شد که به اندازه کافی سفت نیستند تا نیروی کنده شدن دستگاه شما را تحمل کنند.
رفع مشکلات چاپگر: چاپ بیش از حد سریع است
نکته رفع مشکلات چاپگر: سرعت چاپ را کاهش دهید
بسته به چاپگر رزینی که استفاده می کنید، ممکن است امکان کاهش سرعت چاپ در تنظیمات اسلایسر شما وجود داشته باشد. انجام این کار می تواند مشکل چاپ های ضعیف یا عدم چاپ را برطرف کند، اگرچه ما توصیه می کنیم ابتدا دمای رزین خود را بررسی کنید. مشکلات زیادی که مردم با گرم کردن قطعات برطرف می کنند، نشان می دهد که این احتمالاً عامل اصلی چنین مشکلی است.
چک لیست مشکلات چاپ سه بعدی رزینی: سرعت چاپ بیش از حد سریع است
• سرعت چاپ را کاهش دهید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
37. لیزر ضعیف
این قسمتی است که تمام کارها را انجام میدهد - توجه به لیزر در سمت راست داشته باشید. این لیزر به دو آینه در مرکز - گالوانومترهای X و Y - شلیک میکند (منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
همانطور که چاپ بیش از حد سریع می تواند باعث نوردهی ناکافی رزین شود، استفاده از لیزر ضعیف نیز می تواند چنین تأثیری داشته باشد.
علت این مشکل چاپ سه بعدی چیست؟
کمی بدیهی است. قدرت لیزر شما خیلی پایین است. برای پلیمریزه کردن رزین، نیاز به انرژی کافی از لیزر است. و همانطور که لیزری که بیش از حد سریع مدل را دنبال میکند، انرژی کافی به رزین منتقل نمی کند، لیزر ضعیف نیز چنین نخواهد کرد.
رفع مشکلات چاپگر: لیزر ضعیف
نکته رفع مشکلات چاپگر: قدرت لیزر را افزایش دهید
اگر تنظیمات چاپگر شما اجازه دهد (مانند Peopoly Moai)، افزایش قدرت لیزر به مقدار کم در هر بار می تواند به شما کمک کند تا نقطه ایده آل نوردهی را با استفاده از رزین فعلی و سرعت چاپ خود پیدا کنید.
توجه: هر چند ممکن است وسوسه انگیز باشد که فقط قدرت لیزر را افزایش دهید اگر چیزی خوب چاپ نشود، اما ما این راه حل را در اولویت پایین تری در چک لیست شما قرار می دهیم. افزایش بیش از حد قدرت لیزر می تواند منجر به "شکوفایی" در چاپ های شما شود - نوردهی نواحی اطراف نقطه ای که قرار است تنظیم شود، باعث ایجاد سطح نامرتب - و آسیب به لایه رابط داخل مخزن رزین چاپگر شما. رزین های مختلف ممکن است نیاز به قدرت های لیزر متفاوتی از پیشفرض دستگاه شما داشته باشند، اما با قدرت لیزر در آخر بازی کنید (مگر اینکه تنظیمات توصیه شده از سوی تولیدکننده رزین/چاپگر داده شده باشد).
چک لیست مشکلات چاپ سه بعدی SLA: لیزر ضعیف
• قدرت لیزر را به میزان اندکی افزایش دهید
مشکلات چاپ سه بعدی SLA:
چاپ من شکست خورد
نفرین بر رزین، همه چیز خوب بود اما جایی در میانه راه، چاپ به شدت به هم ریخت. دلایل ممکن زیادی وجود دارد: این ها چیزهایی هستند که ما داریم.
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
38. قطعه چاپ به صفحه چاپ نمی چسبد

نیروی جدا کننده با شما باشد (منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
پایه ساپورت شما به صفحه چاپ نمی چسبد. یا به طور جزئی در حال کنده شدن است، یا کاملاً جدا شده و در اطراف مخزن رزین شناور می ماند.
علت این مشکل چاپ سه بعدی چیست؟
دلایل متعددی برای این اتفاق وجود دارد. اولاً، ممکن است روشی که چاپگر رزینی سه بعدی شما برای انتقال به لایه چاپ بعدی استفاده می کند، نیروی کنده شدن بیشتری نسبت به آنچه شما می توانید تحمل کنید، ایجاد کند.
در چاپگرهای رزینی با پایین به بالا، نیروی کنده شدن تأثیر مکشی است که هر بار صفحه چاپ و کف مخزن رزین برای تغییر موقعیت از هم جدا می شوند. بسته به مکانیزمی که چاپگر شما این عمل را انجام میدهد، ترفندهایی وجود دارد که می توانید برای کاهش یا حداقل کاهش این کشش انجام دهید.
عامل دیگری که می تواند بر چسبندگی چاپ تأثیر بگذارد، این است که آیا صفحه چاپ به اندازه کافی آماده شده است یا خیر. چاپگرهای رزینی با بالا به پایین که روی یک صفحه فلزی صاف چاپ می کنند، خوب می چسبند وقتی صفحه به خوبی بافت دار یا حتی خشن باشد. در مقابل، شاید لایه رابط در مخزن رزین شما دارای برخی از شبح هایی باشد که مانع از تنظیم لیزر در رزین می شود.
به طور جایگزین، ممکن است مقصر کلاسیک این باشد که رزین به اندازه کافی گرم نیست. شما ممکن است در آستانه پذیرش باشید، اما همانطور که چاپ پیشرفت می کند و سطح رزین پایین می آید، نوسان جزئی دما ممکن است باعث شود رزین دیگر تنظیم نشود.
رفع مشکلات چاپگر: چاپ ها به صفحه چاپ نمی چسبند
نکته رفع مشکلات چاپ: موقعیت چاپ خود را تغییر دهید
اگر چاپگر شما از یک مخزن رزین متمایل به عنوان بخشی از مکانیزم خود استفاده می کند (خود این یک انتخاب طراحی برای کمک به کاهش نیروی کنده شدن است)، این امر یک شیب را در سراسر صفحه چاپ ایجاد میکند که نیروی مذکور از بسیار قوی به ضعیف می رود.
قرار دادن چاپ شما در منطقه ای از صفحه چاپ که تحت نیروی کمتری کنده شدن است، می تواند تا حدودی به چاپ شما کمک کند تا ارتباط خوبی با صفحه چاپ برقرار کند، علاوه بر کاهش استرس بر روی قسمت های بلندتر که مستقل ایستاده یا وابسته به ساپورت ها هستند.
نکته رفع مشکلات چاپ سه بعدی: تراز کردن مخزن
بسته به چاپگر سه بعدی شما، ممکن است بتوانید به صورت خودکار یا دستی مخزن یا تخت چاپ خود را دوباره تراز کنید. تراز کردن، یکی از اصول اولیه رفع مشکلات چاپ برای چاپگرهای FDM است و برای چاپگرهای رزینی نیز صدق میکند. اگر متوجه شدید که فقط بخشی از چاپ شما به صفحه چاپ می چسبد، ممکن است آن بخش از صفحه چاپ به درستی در برابر لایه رابط در مخزن هنگام شلیک لیزر تنظیم نشده باشد. نشانه دیگر این موضوع، دیسک صافی از رزین سخت شده است که به لایه رابط داخل مخزن پس از پایان یا لغو چاپ چسبیده است.
به دنبال دستورالعمل تراز کردن تخت برای چاپگر خود بگردید، یا مراحل پیشرفته تنظیم را امتحان کنید.
نکته رفع مشکلات چاپ: بررسی دما
ممکن است تنظیمات چاپ شما در آستانه چاپ موفقیت آمیز باشد، اما سخت شدن رزین به طور کامل اتفاق نیفتاده باشد. اگر رزین بیش از حد سرد باشد، ممکن است رزین به خوبی تنظیم نشود و در نتیجه به خوبی به صفحه چاپ نچسبد. سعی کنید به نحوی رزین و محفظه چاپ را گرم کنید (انتقال چاپگر به اتاق گرم تر ممکن است کارساز باشد).
نکته رفع مشکلات چاپ: بررسی لایه رابط مخزن رزین
بسیاری از چاپگرهای رزینی از یک لایه نازک فیلم فپ در کف مخزن رزین آکریلیک برای عملکرد به عنوان لایه رابط استفاده می کنند. در چاپگرهای رزینی با بالا به پایین - روش رایج در دستگاه های "ارزانتر" - صفحه چاپ بر روی لایه رابط فشار می آورد تا یک فیلم نازک از رزین را برای تنظیم هر لایه به دام بیندازد. اجتناب ناپذیر است که با گذشت زمان، شبح زدگی و فرسودگی عمومی می تواند منجر به چاپ ضعیف شود، که برخی از نواحی صفحه چاپ را دیگر قابل استفاده برای چاپ نکند. راه حل این است که یا: لایه رابط را با خودتان جایگزین کنید (Solaris Silicone یکی از گزینه هایی است که زیاد تکرار می شود)، یک لایه رابط جدید بخرید اگر موجود باشد، یا اگر نباشد، یک مخزن جدید. یا اینکه ادامه دهید به تغییر موقعیت چاپ های خود در نواحی آسیب ندیده مخزن خود.
نکته رفع مشکلات چاپ: فیلتر کردن رزین
پس از چندین چاپ، ممکن است قطعات کوچکی از رزین سخت شده را درون مخزن خود پیدا کنید. این شیطانک های سرکش می توانند در راه قرار گیرند و با کور کردن رزین تازه توسط لیزر تداخل ایجاد کنند. عمل خوبی است که پس از هر چاپ از مخزن خود بگذرید نه تنها برای گرفتن این ذرات و حذف آنها، بلکه برای جدا کردن هر رزین سخت شده ای که به کف مخزن شما چسبیده است.
نکته رفع مشکلات چاپ: مخلوط کردن مجدد رزین
اگر مراحل بالا را دنبال کرده اید و رزین خود را برای ذرات مزاحم چاپ فیلتر کرده اید، اما سپس دستگاه را برای چند روز رها کرده اید، احتمال دارد که رزین ته نشین شده باشد، با رنگدانه های سنگین تر از رزین های رنگی که به لایه خودشان ته نشین می شوند که با پیشرفت چاپ به طور ناهمگون چاپ خواهند شد.
نکته رفع مشکلات چاپ سه بعدی: سنباده زدن صفحه چاپ
گاهی اوقات صفحه ای که با یک چاپگر رزینی سه بعدی ارسال می شود می تواند کمی بیش از حد صاف باشد، به این معنی که فقط در بهترین شرایط ممکن است چاپ به درستی به صفحه بچسبد. شما می توانید این را به نفع خود تغییر دهید با سنباده زدن ملایم صفحه چاپ با کاغذ سنباده دانه متوسط. مطمئن شوید که پس از آن صفحه را به درستی تمیز کنید، در غیر این صورت شما تعداد زیادی ذرات را به رزین وارد می کنید که با چاپ های شما تداخل خواهد داشت.
چک لیست مشکلات چاپ سه بعدی رزینی: چاپ ها به صفحه چاپ نمی چسبند
• مخزن خود را تراز کنید
• مدل خود را برای چاپ مجدداً موقعیت دهی کنید
• دمای رزین را بررسی کنید
• فیلم فپ مخزن را بررسی کنید
• رزین خود را فیلتر کنید
• رزین خود را مخلوط کنید
• صفحه چاپ خود را سنباده بزنید
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
39. بخشی از چاپ/ ساپورت ها جدا شده یا جابجا شده است

(منبع: All3DP)
مشکل چاپ سه بعدی چیست؟
در یک نقطه ای از فرآیند چاپ، تکه ای از رزین سخت شده جابجا شده است، که یا کاملاً جدا شده یا به اندازه ای حرکت کرده که با بخش های دیگر چاپ تداخل پیدا کرده و آنها را به هم ریخته است.
علت این مشکل چاپ سه بعدی چیست؟
همانطور که اغلب برای چاپ های رزینی ناقص اتفاق می افتد، نیروهایی که در خود مخزن وجود دارند احتمالاً مقصر هستند.
ممکن است آنچه که شما در حال چاپ آن هستید به اشتباه جهت دهی شده باشد تا در برابر نیروهای کنده شدن مقاومت کند، که منجر به حرکات تحریف کننده ای می شود که باعث جدا شدن قطعات یا ساپورت ها می شود. چنین حرکتی در قطعه باعث می شود لایه های بعدی روی رابط مخزن تشکیل شوند، نه خود چاپ، بنابراین شما با دو مشکل از یک شکست مواجه می شوید.
به طور جایگزین، شاید چاپ شما به درستی موقعیت دهی شده باشد، اما ساختارهای ساپورت شما به اندازه کافی قوی نیستند.
یا ممکن است همه چیز خوب چاپ شود، به جز اینکه شما یک چاپ با مقطع بزرگ دارید که با نیروی کنده شدن بیش از حد یا، اگر خالی شده باشد، با تخلیه ناکافی برای کاهش انفجارها (اصطلاح واقعی، هرچند به اندازه ای که به نظر می رسد دراماتیک نیست)، مشکلاتی ایجاد می کند.
رفع مشکلات چاپگر: بخشی از چاپ/ ساپورت ها جدا شده یا جابجا شده است
نکته رفع مشکلات چاپ: چاپ های بزرگ را خالی کنید
برای مدل هایی که دارای سطح بزرگی در هر نقطه از چاپ خود هستند، باید به شدت در نظر داشته باشید که آنها را خالی کنید (و در صورت امکان سوراخ های تخلیه اضافه کنید).
این بدان معناست که به جای اینکه یک سطح تخت بزرگ را مجبور کنید که با هر تغییر لایه از کف مخزن رزین کنده شود، در عوض دارید یک خطوط نازکتر از مدل را هر بار جدا می کنید.
این کار نیاز به نیروی بسیار کمتری دارد و کمتر احتمال دارد که چاپ شما را از هم بکشد - هرچند این کار بهترین عملکرد را دارد به شرطی که شما سوراخ های تخلیه را با استفاده از نرم افزار مدل سازی / اسلایسر خود اضافه کنید. بدون اضافه کردن سوراخ ها به جرم های جامد چاپ شما، شما در حال تله کردن یک مخزن از رزین تنظیم نشده در داخل هستید - یک هدر رفتن گران قیمت و چیزی که هدف از خالی کردن در اولین مرحله را نقض می کند.
نکته رفع مشکلات چاپ: ساپورت های قوی تر
اگر مدل شما برای چاپ خوب به نظر می رسد، اما شما مظنون هستید که نیروی کنده شدن هنوز هم مسئول چاپ های ناموفق است، مرحله بعدی که ما پیشنهاد می کنیم تقویت ساپورت های شما است. عرض نوک ها را جایی که ساپورت به قسمت چاپ شده می رسد، به میزان کمی افزایش دهید و اگر هنوز انجام نداده اید، پایه های میانی بین آنها اضافه کنید.
شما همچنین می توانید در نظر داشته باشید که ساپورت های بیشتری اضافه کنید اگر از دورنمای پاکسازی بیشتر پس از پردازش نهایی چاپ که درمان شده است، ابایی نداشته باشید.
نکات عیب یابی چاپ سه بعدی: بررسی/اطمینان از صفحه چاپ
ممکن است صفحه چاپ شما به درستی محکم نشده باشد. همانطور که چاپگر به کار خود ادامه می دهد و لایه به لایه بستر را جلو می برد، تغییرات جزئی در موقعیت ناشی از تکان های هیت بد می تواند باعث شود لایه ها از هم جدا شده و نامرتب شوند (دلامینه شوند).
نکات عیب یابی چاپ سه بعدی: چرخش مدل چاپ
گاهی اوقات می توان مشکلات چاپ رزینی را با چرخش بهتر مدل حل کرد. این کار نه تنها کیفیت چاپ های شما را بهبود می بخشد، بلکه فشارها در مخزن را کاهش داده و احتمال موفقیت آمیز بودن چاپ مدل را افزایش می دهد.
برای جهتگیری بهینه مدل، باید موارد زیر را در نظر بگیرید:
موقعیتیابی. بسیاری از چاپگرهای رزینی سه بعدی از پایین به بالا دارای نوعی مکانیزم پوست کنی هستند تا صفحه چاپ را از کف مخزن رزین هنگام تغییر موقعیت در محور Z برای لایه بعدی جدا کنند. بسته به روشی که چاپگر شما این کار را انجام می دهد، ممکن است قدرت نیروی پوست کنی در سراسر صفحه چاپ شما تغییر کند. اگر اینطور است و برای چاپگر شما شناخته شده است، می توانید احتمال بقای چاپ را با قرار دادن آن در ناحیه ای که تحت نیروی پوست کنی ضعیف تری قرار دارد، افزایش دهید.
پشتیبانی از برآمدگی ها. همانند چاپ سه بعدی FDM، برآمدگی های شدید نیاز به نوعی ساپورت برای چاپ موفق دارند. با برخی از مدل های سه بعدی، می توانید با زاویه دار کردن مدل خود، نیاز به برخی از ساپورت ها را کاهش دهید، زاویه های برآمدگی را در فرآیند کاهش داده و آنها را برای چاپ بدون ساپورت قابل اجرا کنید.
نقاط حداقل (یا مینیما). همانند برآمدگی هایی که نیاز به ساپورت دارند، نقاط حداقل قسمت های جدا شده ای از چاپ شما هستند که مستقیماً به بدنه چاپ متصل نیستند. به فردی فکر کنید که دست هایش را در کنار بدنش نگه داشته و به صورت صحیح بالا چاپ میشود - نوک انگشتان به عنوان مینیما در نظر گرفته می شوند، زیرا جدا از بدن شروع به چاپ می کنند، با دست ها که در بالا ماده یابی می کنند و در نهایت در شانه ها به هم متصل می شوند. چنین مینیماهایی نیاز به ساپورت دارند، در غیر این صورت احتمال دارد که جدا شده و در مخزن رزین شما شناور شوند.
به طور متناوب، می توانید با جهت گیری استراتژیک مدل، نیاز به ساپورت از مینیما را حذف کنید (چرخاندن فرد برای چاپ از سر اول، مینیما را حذف میکند، زیرا بدن به سمت دست ها و در نهایت به پاها گسترش می یابد).
کاپینگ. مدلی که قصد چاپ آن را دارید ممکن است دارای حفره هایی باشد که به سمت مخزن چاپ رو به رو هستند - به ویژه اگر مدل بزرگی باشد که شما آن را خالی کرده اید. چنین ویژگی می تواند مشکل بزرگی در نیروی پوست کنی بیش از حد برای چاپ برای غلبه بر آن ایجاد کند (که احتمالاً فرآیند چاپ را خراب میکند).
اگر "کاپ" کم عمق باشد، زاویه دار کردن چاپ شما ممکن است برای کاهش اثر کاپینگ به اندازه ای که چاپ را از بین نبرد، کافی باشد.
راه حل جایگزین اضافه کردن سوراخ های تخلیه به مدل در نرم افزار مدل سازی مورد علاقه شما است، که این امکان را فراهم می کند تا رزین با هر تغییر لایه جریان یابد.
چک لیست مشکلات چاپ رزینی سه بعدی: بخشی از چاپ جدا شده/ حرکت کرده است
• چاپ های بزرگ خالی
• اضافه کردن ساپورت های محکم تر
• بررسی/اطمینان از صفحه چاپ
• چرخش مجدد چاپ
مشکلات چاپگر رزینی سه بعدی:
چاپ من بد به نظر می رسد
چاپگر به آرامی و برای ساعت های متمادی کار کرده و در نهایت چاپ خود را با موفقیت به پایان رسانده است. مشکل این است که چاپ مذکور ظاهر ناخوشایندی دارد.
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
40. لایه ها از هم جدا شده اند (دلامینه)
(منبع: Formlabs)
مشکل چاپ سه بعدی چیست؟
برخی از نواحی چاپ کمی پرزدار شده اند، انگار که چاپ از لایه ها جدا شده و اصلاً یا به خوبی به هم نچسبیده اند.
علت این مشکل چاپ سه بعدی چیست؟
زمانی که لایه های یک چاپ رزینی به خوبی به هم نچسبند (که به آن دلامینه گفته می شود)، ممکن است چندین دلیل وجود داشته باشد.
اولاً، ممکن است شما چاپ خود را به اندازه کافی خوب جهت دهی نکرده باشید تا از مینیماها جلوگیری کنید. این قسمت ها به صورت جداگانه از آنچه به صفحه چاپ شما متصل است چاپ می شوند و به همین دلیل جدا شده، لایه به لایه به صورت نامرتب چاپ می شوند و به طور کلی چاپ ها را خراب میکنند. آنها را امتحان نکنید. اطمینان حاصل کنید که تمام زوایا و نقاط شدید که مستقیماً به چاپ اصلی در بالاترین نقطه خود متصل نیستند، ساپورت شوند.
علاوه بر تغییر مکان قسمت های بدون ساپورت، زباله ها، رزین ضعیف مخلوط و شبح زدگی در خود مخزن می توانند علت دلامینه باشند. همه اینها به راحتی قابل رسیدگی هستند.
علاوه بر این، دلامینه می تواند پس از یک چاپ موفقیت آمیز در مرحله پس پردازش رخ دهد. اگر ماده شما به ویژه پیوند لایه ای ضعیفی داشته باشد، نگه داشتن قطعه در IPA برای شستشو برای مدت طولانی می تواند لایه ها را بیشتر ضعیف کرده و باعث شود قطعه از هم جدا شود.
نکته عیب یابی چاپ سه بعدی: ساپورت ها!
دلامینه در چاپ های شما می توانند یک چاپ رزینی را هنگامی که ساپورت نداشه باشند، خراب کنند. اطمینان حاصل کنید که برای تمام زوایا و نقاط شدید که مستقیماً به چاپ اصلی در بالاترین نقطه خود متصل نیستند، ساپورت ها را تولید کنید. اغلب می توانید با نحوه جهت دهی چاپ خود روی صفحه چاپ در نرم افزار تولید پشتیبان خود خلاق باشید تا میزان نیاز خود را به حداقل برسانید.
نکته عیب یابی چاپ سه بعدی: بررسی کنید که مسیر نور یو وی باز است
ما در اینجا چند نکته را به یک دلیل پیشنهاد می کنیم - اجازه دادن به نور یو وی برای برخورد بدون مانع به رزین.
این بدان معناست که بررسی کنید رزینی که در آن چاپ می کنید "تمیز" و بدون زباله است (یک شانه رزین را به داخل آن ببرید یا آن را از طریق یک فیلتر بریزید تا تکه های کوچک رزین سبزی که ممکن است از چاپ های قبلی شناور باقی مانده باشند، جدا کنید).
حالا که می دانید رزین شما شفاف و خوب مخلوط شده است، مقصر بعدی احتمالاً در پایین مخزن شما قرار دارد — لایه اتصال. اگر این اولین چاپ در مخزن فعلی شما نیست، پس حالا شبح زدگی روی لایه اتصال در مخزن رزین خود را بررسی کنید. علائم کمرنگ از چاپ های قبلی قطعاً قابل مشاهده هستند و با گذشت زمان اینها می توانند به اندازه کافی مانعی برای نور یو وی ایجاد کنند تا چاپ های ضعیف تر یا حتی ناموفق را به وجود آورند.
اگر این مورد صادق است، زمان آن رسیده که لایه جدیدی در مخزن خود قرار دهید (یا بسته به دستگاه شما، یک مخزن کاملاً جدید).
نکته عیب یابی چاپ سه بعدی: قطعات را برای مدت طولانی در IPA غوطه ور نکنید
همانطور که عنوان می گوید. اگر شما مشکوک هستید که قطعه شما پیوند لایه های ضعیفی دارد، شستشوی آن برای مدت طولانی در IPA می تواند آن را بیشتر ضعیف کند. چرخه شستشوی IPA خود را به حداقل برسانید، به سرعت و به آرامی رزین ناپایدار را قبل از شستشو در آب، تکان دهید.
چک لیست مشکلات چاپ رزینی سه بعدی: لایه ها جدا شده اند
• ساپورت ها!
• مسیر نور یو وی را برای موانع بررسی کنید
• تمیز کردن حداقلی در الکل ایزوپروپیل IPA
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
41. باله های کوچک و دیسک های متصل به چاپ (رگینگ)

رگینگ شدید ناشی از آینه ای گرد و غبارآلود (منبع: Toglefritz's Lair)
مشکل چاپ سه بعدی چیست؟
پولک های رزین سخت شده در چاپ شما ترکیب شده اند و باعث ایجاد یک سطح نازیبا با برآمدگی هایی شده اند که بخشی از مدل نیستند.
علت این مشکل چاپ سه بعدی چیست؟
علت احتمالی این پولک های ناخواسته در چاپ های شما، مسیر نوری نامشخص است. گاهی اوقات نور یو وی می تواند پخش شود و به رزین خارج از نقطه ای که قرار است سخت شود، "نشت" کند.
رزین نشسته، رزینی که با ذرات بزرگ سخت شده از چاپ های قبلی ابری شده یا سطوح لکه دار یا کثیف بین لیزر و رزین نیز می توانند به این مشکل کمک کنند.
عیب یابی چاپ سه بعدی: رگینگ
نکته عیب یابی چاپ سه بعدی: فیلتر کردن رزین شما
هرگونه ذرات رزین سخت شده از چاپ های گذشته را با عبور دادن آن از یک فیلتر حذف کنید. این فیلترهای کاغذی و توری که به راحتی از فروشگاه های چاپ سه بعدی در دسترس هستند، ذرات بزرگی را که ممکن است در طول فرآیند چاپ رزین شما را ابری کنند، به دام می اندازند.
نکته عیب یابی چاپ سه بعدی: مخلوط کردن رزین شما
اگر رزین شما برای چند روز بدون فعالیت باشد، ممکن است نشست کرده باشد، با رنگدانه ها در یک لایه ضخیم تر از فتوپلیمر قرار گرفته باشند. رزین را مخلوط کنید تا اطمینان حاصل کنید که رنگدانه و فتوپلیمر به طور یکنواخت توزیع شده اند. معمولاً می توانید با عدم وجود رگه ها هنگام مخلوط کردن، بفهمید که این کار انجام شده است.
نکته عیب یابی چاپ سه بعدی: بررسی/تمیز کردن مسیر نوری
بسته به دستگاه شما، ممکن است بتوانید به مانع داخلی شفاف که لیزر/گالوانومترها را محافظت می کند، دسترسی داشته باشید. اگر می توانید، بررسی کنید که این مانع از گرد و غبار، اثر انگشت و سایر آلودگی هایی که ممکن است مانع از عبور تمیز لیزر شوند، پاک است.
چک لیست مشکلات چاپ سه بعدی رزینی : دیسک ها و باله های کوچک متصل به چاپ
- فیلتر کردن رزین شما
- مخلوط کردن رزین شما
- بررسی/ تمیز کردن مسیر نوری
رفع مشکلات چاپ سه بعدی:
تمام مشکلات و راه حل ها
42. جزئیات ظریف چاپ از دست رفته اند

(منبع: X3msnake via Thingiverse)
مشکل چاپ سه بعدی چیست؟
ویژگی های کوچک مدل چاپ شده به اندازه فایل دیجیتالی دقیق نیستند. یکی از دو اتفاق افتاده است. یا آنها "کوچک سازی" شده اند، گاهی اوقات کاملاً ناپدید می شوند، یا مبهم شده اند، وضوح و تیزی خود را از دست داده و رنگ پریده به نظر می رسند.
چه چیزی باعث این مشکل چاپ سه بعدی میشود؟
اول از همه، مهم است که توجه داشته باشیم که هر چاپگر سه بعدی دارای یک وضوح جزئیات ثابت است که فراتر از آن نمی تواند جزئیات پیچیده را به طور دقیق چاپ کند. در چاپگرهای رزینی مدرن، این وضوح بسیار بالا است، با این حال، اطمینان حاصل کنید که قبل از ادامه خواندن، سعی نمی کنید چیزی را چاپ کنید که دستگاه شما به سادگی نمی تواند انجام دهد.
نوردهی کم و زیاد می تواند بر مدل تأثیر بگذارد حتی اگر چاپ با موفقیت انجام شود. حتی اگر زمان نوردهی برای چسبیدن مدل به صفحه ساخت و چاپ کافی باشد، اگر منبع نور زمان کافی برای درمان کامل هندسه مورد نظر نداشته باشد، جزئیات کوچک مانند سوزن ها ممکن است گم شوند یا برای تحمل شستشوی بعدی IPA بیش از حد ضعیف باشند.
به طور متقابل، اگر زمان نوردهی لایه بیش از حد زیاد باشد، نوردهی زیاد رخ می دهد که در آن منبع نور بیش از مقدار مورد نظر رزین را درمان می کند و لبه های تیز را می شوید یا سوراخ ها و کانال های کوچک را می بندد. باقیمانده رزین نیمه درمان شده روی چاپ ها پس از شستشوی IPA نیز نشان دهنده نوردهی زیاد است و می توان با تنظیم زمان نوردهی لایه در نرم افزار یا خود دستگاه، بسته به مدل، تنظیم شود.
هم نوردهی کم و هم نوردهی زیاد منجر به نادقیقی های ابعادی و از دست دادن جزئیات ظریف میشود، که ارزش آن را دارد تا زمان نوردهی لایه بهینه برای دقیق ترین چاپ های ممکن پیدا کنید.
نکته عیب یابی چاپ سه بعدی: کالیبراسیون
طیف گسترده ای از فایل های کالیبراسیون توسط تولیدکنندگان رزین و چاپگر و همچنین علاقه مندان خصوصی ارائه میشود که کالیبراسیون زمان نوردهی لایه را ساده و روشن میکند. انجام یک تنظیم کالیبراسیون به طور کلی یک تمرین خوب است هنگام شروع به کار با یک چاپگر سه بعدی جدید و هر زمان که از رزین جدید استفاده میشود. رنگدانه ها مانند رنگ ها و سایر آلاینده ها نیز می توانند بر مقادیر نوردهی تأثیر بگذارند.
چک لیست مشکلات چاپ سه بعدی SLA: جزئیات ظریف چاپ از دست رفته اند
- وضوح جزئیات حداقلی چاپگر سه بعدی خود را بررسی کنید
- یک آزمایش کالیبراسیون انجام دهید
- تمیز کردن در IPA را به حداقل برسانید
منبع: All3dp.com
محصولات مرتبط

نوشتن یک نظر