

-100x52fill.jpg)















بهترین تنظیمات دمای هیت بد و چاپ TPU
TPU می تواند ماده ای پیچیده برای چاپ سه بعدی باشد، اما استفاده از دماهای مناسب یک شروع است.
برای یافتن بهترین دماهای چاپ TPU، این مقاله را حتما مطالعه کنید!
در حالی که PLA، PETG و ABS در زمینه فیلامنت های چاپ سه بعدی، به فیلامنت های دیگر برتری دارند، این مواد همگی به طور معقولی مستحکم هستند. Thermoplastic polyurethane ، که بیشتر با نام TPU شناخته می شود، یک ماده چاپ سه بعدی محبوب است که به خاطر انعطاف پذیری و کشسانی طبیعی اش شناخته شده است. به همین دلیل، بسیاری از کاربران هنگام چاپ قطعات انعطاف پذیر یا جذب کننده ضربه، مانند پایه های لاستیکی، نگهدارنده های Go-Pro، تایر و غیره به سراغ TPU میروند.
اگرچه برندهای مختلفی از فیلامنت TPU وجود دارد، اما یک چیز مشترک بین آنها سختی چاپ آنها نسبت به سایر مواد چاپی است. انعطاف پذیری و کشسانی طبیعی TPU باعث می شود که اکسترودر به سختی بتواند فیلامنت را بدون تغییر قطر و ایجاد گرفتگی نازل از انتهای نازل عبور دهد. این معمولاً برای چاپگرهایی که از اکسترودر Bowden استفاده می کنند، مشکل ساز است، زیرا فضای بیشتری برای کشیده شدن فیلامنت فراهم میکند. بنابراین، تنظیم اکسترودر مستقیم (دایرکت) برای این ماده ترجیح داده می شود.
در حالی که اصلی ترین چالش برای کاربران چاپ TPU معمولاً اکسترودر است، عوامل دیگری نیز وجود دارند که بر قابلیت چاپ تأثیر می گذارند. دمای نازل شاید مهمترین تنظیم کنترل شده توسط برنامه برش برای هر ماده باشد، به ویژه TPU که از قبل با مشکلات اکستروژن خود دست و پنجه نرم میکند. دمای هیت بد نیز بسیار مهم است، تا از اینکه مدل های TPU شما روی میز داغ چاپ تاب بخورند، جلوگیری کنید.
در این مقاله، ما به بررسی دامنه های دمای ایده آل نازل و هیت بد برای چاپ TPU خواهیم پرداخت. این ها می توانند در پروفایل اسلایسر شما استفاده شوند تا بهترین چاپ ها را تولید کنند. همچنین در مورد برخی نشانه های بد که باید هنگام چاپ TPU مراقب آنها باشید و چگونگی ارتباط آنها با تنظیمات دمای شما بحث خواهیم کرد.
در یک نگاه
| Nozzle Temperature | 210 to 250 °C |
| Bed Temperature | 30 to 60 °C |
| First Layer Cooling | No |
| Layer Cooling | 20-50% |
| Enclosure | Optional |
| Filament Drying | Required |
بهترین تنظیمات دمای بستر و چاپ TPU
Hot End (هات اند)
دمای مناسب اکسترودر برای چاپ TPU بین 210 تا 230 درجه سانتیگراد است (منبع: kubasi3 via Printables )
همانند هر ماده چاپی دیگر، TPU دمای دقیق و مشخصی برای اکسترودر ندارد که تضمین شود برای هرفیلامنت از این ماده کار کند. با این حال، شما باید بتوانید با استفاده از دمای اکسترودر بین 210 و 230 درجه سانتیگراد، نتایج با کیفیت بالا را با اکثر فیلامنت های TPU به دست آورید.
دمای دقیق چاپ به فیلامنت خاص (مثلاً برند) فیلامنت TPU که دارید بستگی دارد. معمولاً، فیلامنت های انعطاف پذیرتر، مانند NinjaFlex از NinjaTek، نیاز به دمای چاپ بالاتری دارند (225-250 درجه سانتیگراد) در مقایسه با گزینه های کمتر انعطاف پذیر مانند Pro Series TPU از MatterHacker (220-240 درجه سانتیگراد).
همچنین، همیشه ایده خوبی است که دامنه های دمای پیشنهادی توسط سازنده فیلامنت خاص خود را بررسی کنید، زیرا آنها احتمالاً بیشترین اطلاعات را در مورد ترکیب خاص TPU که برای ساخت فیلامنت استفاده شده است، دارند.
نشانه های بد

اجتناب از رشته ای شدن TPU (منبع: All3DP)
البته، حتی اگر از دمایی در داخل محدوده دمایی مناسب استفاده می کنید، هنوز هم ممکن است با مشکلات مرتبط با دما مواجه شوید، زیرا مواد چاپ سه بعدی معمولاً نسبت به تغییرات دمایی بیشتر از 5 درجه سانتیگراد حساس هستند. دو نشانه اصلی بد وجود دارد که می تواند نشان دهد آیا نیاز به افزایش دمای خود دارید یا خیر.
کم فشاری
اولین و شاید رایج ترین نشانه بدی که ممکن است هنگام چاپ با TPU تجربه کنید، کم فشاری است. فاصله های کوچک در چاپ شما، صدای کلیک از اکسترودر شما، سایش فیلامنت، و چاپ های شکننده همه نشانه های بدی از کم فشاری هستند. این احتمالاً نتیجه استفاده از دمای نازل پایین برای ذوب کردن فیلامنت به اندازه کافی سریع و تضمین اتصال مناسب لایه به لایه است. اگر این مورد صدق میکند، در نظر داشته باشید که دمای اکسترودر را افزایش دهید.
پرفشاری
در مقابل کم فشاری، پرفشاری داریم، که ماده اضافی روی چاپ است. رشته ای شدن، توده ها، اضافات روی مدل شما همه نشانه های بسیار مشهودی از پرفشاری و تنظیم دمای بیش از حد بالا هستند. اگر این مشکلات را مشاهده می کنید، پیشنهاد می کنیم دمای اکسترودر خود را کاهش دهید.
اگر هر یک از این مشکلات بر چاپ های شما تأثیر می گذارد و نیاز به تنظیم دمای اکسترودر خود دارید، پیشنهاد می کنیم این کار را به میزان 5 درجه سانتیگراد انجام دهید تا زمانی که مشکل برطرف شود. هر افزایشی بیشتر از 5 درجه سانتیگراد می تواند مشکلات دیگری ایجاد کند.
بهترین تنظیمات دمای هیت بد و چاپ TPU
Heated Bed (هیت بد)
این وسیله گرم پرینتر است. (منبع: droner3dprinter via Reddit )
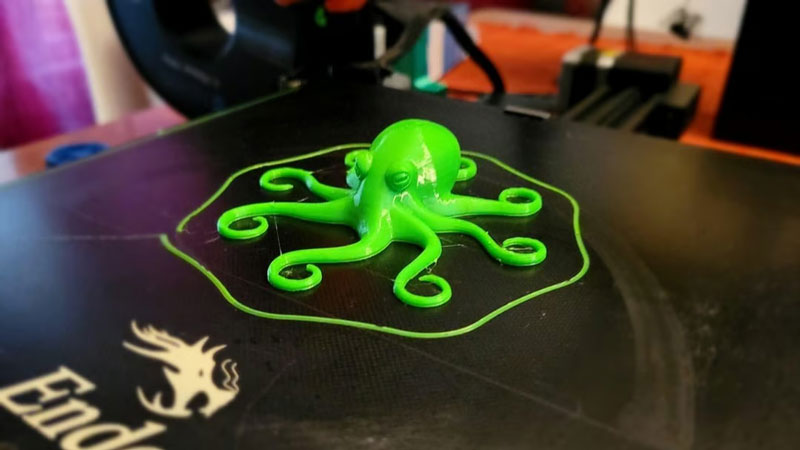
در حالی که دمای اکسترودر بر اکستروژن تأثیر می گذارد، دمای هیت بد بر چسبندگی تأثیر دارد و میتوان آن را تنظیم کرد تا کنترل کند که مدل ها، به ویژه لایه اول آنها، چگونه به سطح چاپ می چسبند. از نظر فنی، TPU به هیت بد (بستر گرم) نیاز ندارد، اما چاپ مدل بدون آن معمولاً منجر به تاب خوردگی میشود، بنابراین بهتر است که یکی داشته باشید. دمای ایده آل هیت بد برای چاپ TPU بین 30 و 60 درجه سانتیگراد است، که بسیار نزدیک به دمای PLA است.
همانطور که قبلاً توضیح دادیم، دمای اکسترودر یکسانی وجود ندارد که برای همه مناسب باشد، که این موضوع برای دمای هیت بد نیز صدق میکند. با این حال، دمای هیت بد به اندازه دمای اکسترودر حساس نیست، و ممکن است تفاوتی در چاپ ها مشاهده نکنید تا زمانی که حداقل دما برای جلوگیری از تاب خوردگی را رعایت کنید.
نگرانی اصلی هنگام یافتن دمای مناسب هیت بد، دمای محیط است. اگر اتاقی که چاپگر شما در آن قرار دارد سرد است، باید از دمای بستر بالاتری استفاده کنید. به جای آن، می توانید در یک محفظه آن را نگهداری کنید، که به حفظ دمای محیطی اطراف چاپگر کمک میکند و از پیشنویس های ناخواسته جلوگیری میکند.
نشانه های بد
می توانید با افزایش دمای هیت بد، مشکل تاب خوردگی را حل کنید (منبع: ronoaldo via Reddit )
در مورد دمای هیت بد، چند نشانه بد وجود دارد که میتوانید تشخیص دهید و برای تنظیم دمای هیت بد (میز گرم) چاپگر TPU خود استفاده کنید.
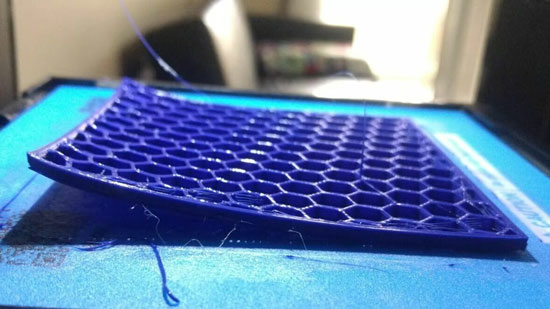
واضح ترین نشانه دمای نادرست هیت بد، تاب خوردگی است، جایی که نواحی چاپ که با صفحه ساخت تماس دارند، پایین نمی مانند و بلند می شوند (معمولاً در گوشه های چاپ). شما می توانید با افزایش دمای هیت بد برای کمک به چسبیدن امن تر لایه اول به صفحه ساخت، از تاب خوردگی در چاپ ها جلوگیری کنید. استفاده از چسب ماتیکی نیز می تواند به چسبندگی هیت بد هنگام کار با TPU کمک کند.
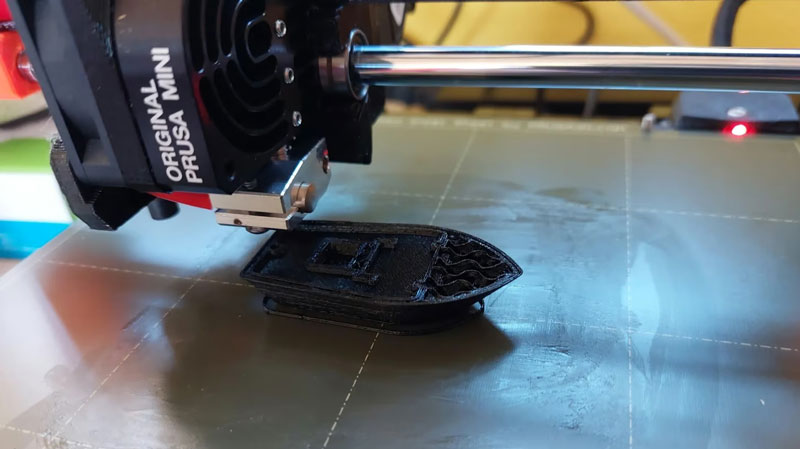
برخلاف تاب خوردگی، نشانه دیگری که نیاز به تنظیم دمای هیت بد دارد، مشکلی است که به عنوان پای فیلی شناخته می شود. این زمانی است که لبه های چاپ که با صفحه هیت بد تماس دارند، گسترش می یابند و از خطوط مدل بیرون می زنند، که یک نوع از پرفشاری است. همانطور که انتظار می رود، پای فیلی می تواند با کاهش دمای هیت بد از بین برود.
همانند دمای اکسترودر، ما پیشنهاد می کنیم دمای هیت بد خود را به میزان 5 درجه سانتیگراد تنظیم کنید. این اطمینان خواهد داد که شما مشکل خود را بیش از حد اصلاح نکنید و به طور تصادفی معکوس مشکلی که سعی در حل آن دارید ایجاد نکنید.
بهترین تنظیمات دمای هیت بد و چاپ TPU
خنک کنندگی قطعه
فن های خنک کننده، تغییرات محبوبی برای بهبود خنک کنندگی قطعه هستند (منبع: s3mp3r_r3x via Reddit )
برخلاف برخی از فیلامنت های سخت دیگر، تنظیمات خنک کنندگی قطعه معمولاً برای TPU حیاتی نیستند. در حالی که خنک کنندگی زیاد می تواند منجر به مشکلات چسبندگی لایه شود، شما به کمی خنک کنندگی برای جلوگیری از رشته ای شدن نیاز دارید.
به همین دلیل، خنک کنندگی قطعه را برای لایه های اولیه غیرفعال کنید تا از چسبندگی کافی لایه اول اطمینان حاصل شود. پس از آن، تنظیم سرعت فن در محدوده پایین تا متوسط باید برای اکثر موارد کافی باشد. اگر متوجه مشکلات چسبندگی لایه شدید، سرعت فن را کاهش دهید یا آن را کاملاً خاموش کنید.
از طرف دیگر، ویژگی های خاص مدل مانند برآمدگی ها و پل ها از افزایش خنک کنندگی قطعه بهره مند می شوند. این ویژگی ها به ویژه برای چاپ با TPU چالش برانگیز هستند، اما توصیه عمومی این است که سرعت چاپ را کاهش دهید و دمای نازل را کمی افزایش دهید.
بهترین تنظیمات دمای هیت بد و چاپ TPU
عوامل دیگر

TPU لاستیک های بسیار مناسبی می سازد (منبع: All3DP)
هنگام تنظیم دمای چاپ خود، باید از چاپ های آزمایشی استفاده کنید، زیرا این ها می توانند اطلاعات زیادی در مورد دماهای شما به شما بدهند. چاپ آزمایشی قطعه برج دما راهی سریع برای سنجش کیفیت چاپ دستگاه شما در دماهای مختلف بدون نیاز به چاپ یک مدل برای هر دما است. به عنوان یک فیلامنت انعطاف پذیر، تنظیم تنظیمات بازگشت فیلامنت یا همان Retraction نیز می تواند نقش بزرگی در دستیابی به چاپ های با کیفیت بالا داشته باشد. پارامتر Retraction باید برای چاپ با فیلامنت منعطفی مثل TPU صفر باشد.
به جز تنظیمات دمای اکسترودر و هیت بد، مهم است که به خاطر داشته باشید که با هر چاپ سه بعدی، عوامل زیادی در جریان هستند. هر چیزی از آب و هوای بیرون و واحد تهویه هوا در اتاق چاپگر شما تا کیفیت نازلی که استفاده میکنید و حتی سرعت پردازنده اصلی شما، می تواند بر کیفیت چاپ تأثیر بگذارد.
حتی وقتی مشکلی به نظر مرتبط با دما باشد، ممکن است به آن مربوط نباشد. مشکلاتی مانند نازل نیمه مسدود، اکسترودر کالیبره نشده، و فیلامنت مرطوب، همه می توانند چاپ های با کیفیت پایینی مشابه با آنچه که ممکن است از استفاده از دمای بد رخ دهد، ایجاد کنند. TPU به ویژه هیدروسکوپیک است، بنابراین ضروری است که فیلامنت را قبل از چاپ با آن کاملاً خشک کنید، در غیر این صورت احتمالاً با انواع نقص های سطحی عجیب و غریب مواجه خواهید شد.
اطمینان حاصل کنید که اگر تغییرات دمای قابل توجهی ایجاد کرده اید (مثلاً استفاده از دو برابر دمای توصیه شده هیت بد) و هیچ تغییری در چاپ ها مشاهده نمی کنید، راه حل های دیگری را در نظر بگیرید.
منبع: All3dp.com







1 نظر
ممنون از مطالب پربارتون.آیا این فیلامنت قابلیت ساپورتگذاری هم داره؟ اگر داره لطفا تنظیماتش رو در سایت قرار بدید.....................................................پاسخ: بله این امکان وجود دارد.تفاوتی با سایر مواد در ساپورت گذاری ندارد. با توجه به نوع حجم میتواند تغییراتی در تنظیمات ساپورت ها داد.
نوشتن یک نظر