

-100x52fill.jpg)















همه چیز در مورد چاپ سه بعدی با TPU
دنبال چاپ های انعطاف پذیر هستید اما نمی دانید از کجا شروع کنید؟
این مقاله را بخوانید تا همه چیزهایی که لازم است درباره چاپ سه بعدی با TPU بدانید را یاد بگیرید!
این روزها، چاپ سه بعدی بیش از هر زمان دیگری در دسترس است. احتمالاً اگر این مقاله را می خوانید، مدتی است که از چاپگر سه بعدی استفاده می کنید و شاید کنجکاو باشید که چه چیزهای دیگری می توانید چاپ کنید.
علاوه بر تعداد نامحدودی از مدل های سه بعدی که می توانید چاپ کنید، بُعد دیگری وجود دارد که می تواند تجربه چاپ سه بعدی شما را گسترش دهد: مواد چاپ - از مواد ساده و دوست دار چاپ مانند PETG و نسخه های اصلاح شده PLA مانند PLA+ و PLA مستحکم، تا فیلامنت های قوی تر و دشوارتر برای چاپ مانند نایلون تقویت شده با فیبر کربن. با داشتن این همه گزینه، ممکن است کنجکاو باشید که کدام یک باید بخشی از ماجراجویی بعدی شما باشد.
در این مقاله، درباره یک دسته خاص از مواد چاپ سه بعدی: فیلامنت های انعطاف پذیر، به ویژه پلی اورتان ترموپلاستیک - که با نام TPU شناخته می شود، به شما خواهیم گفت. بخوانید تا با خواص این ماده، کاربردهای اصلی آن، مزایا و معایب قطعات چاپ شده با TPU، و همچنین مدل های سه بعدی ایده آل برای چاپ با آن آشنا شوید.
همچنین مشکلات اصلی که ممکن است هنگام چاپ با TPU با آن روبرو شوید و راه حل های آن را پوشش خواهیم داد. اگرچه TPU می تواند با استفاده از فناوری های مختلف (مانند SLS) چاپ شود، این مقاله بر روی چاپ TPU با استفاده از چاپگرهای مدل سازی فیلامنتی (FDM) تمرکز خواهد کرد.
همه چیز در مورد چاپ سه بعدی با TPU
TPU چیست؟

TPU تنها با تغییر پارامترهای چاپ خود، تنوع پذیری را ارائه میدهد! (منبع: Alejandro Benítez via All3DP؛ مدل: MatterHackers)
TPU یکی از رایج ترین مواد چاپ سه بعدی برای چاپگرهای FDM است. به عنوان یک ماده انعطاف پذیر، برای الاستیک بودن، جذب شوک، و مقاومت در برابر حرارت و مواد شیمیایی شناخته شده است. علاوه بر این، یکی از مواد مقاوم و دارای چسبندگی لایه ای بیشتر نسبت به مواد سخت مانند PLA و PETG است. این خصوصیات منحصر به فرد آن را برای طیف گسترده ای از کاربردها مناسب می سازد.
TPU و سایر فیلامنت های انعطاف پذیر معمولاً با میزان مقاومت در برابر تغییر شکل تعریف می شوند - به عبارت دیگر، سختی “شور” آنها. مقیاس سختی شور از 0 تا 100 متغیر است. هرچه عدد بیشتر باشد، ماده سخت تر و در نتیجه کمتر انعطاف پذیر است.
TPU معمولاً بین 85A تا 95A امتیاز دارد، که یکی از سخت ترین فیلامنت های انعطاف پذیر است. حرف کنار عدد به نوع پلاستیک اشاره دارد. مقیاس شور A برای لاستیک نرم، الاستومرها، و لاستیک طبیعی استفاده می شود.
بسیاری از شرکت ها مجموعه فیلامنت های خود را با افزودن TPU و سایر فیلامنت های انعطاف پذیر گسترش داده اند. برخی از برندهای محبوب مانند NinjaTek و Sunlu برای ارائه فیلامنت های TPU با کیفیت خوب شناخته شده اند، اما گزینه های بسیار بیشتری وجود دارد.
جنبه دیگری که هنگام کار با TPU باید در نظر داشت، طبیعت هیدروسکوپیک آن است، به این معنی که مقدار زیادی رطوبت از محیط جذب میکند. برای غلبه بر این مشکل، می توانید از یک جعبه خشک استفاده کنید که فیلامنت را گرم میکند تا رطوبت آن را کاهش دهد و آن را برای چاپ آماده کند.
همه چیز در مورد چاپ سه بعدی با TPU
کاربردهای TPU

کمی بالشتک می تواند هنگام انجام برخی از کارهای تولیدی مفید باشد (منبع: BCN3D)
همانطور که انتظار می رود، قطعات چاپ شده با TPU معمولاً الاستیک، انعطاف پذیر و مقاوم هستند. بسته به کاربرد، این ویژگی ها می توانند به یک مزیت یا نقطه ضعف تبدیل شوند. قطعاتی که برای استفاده از TPU مناسب تر هستند، آنهایی هستند که باید در محیط های سخت دوام بیاورند یا انتظار می رود که در شرایط فشار یا کشش مداوم قرار گیرند.
برای مثال، یک گیج (gauge) چاپ شده با TPU - ابزاری برای موقعیت یابی که هنگام انجام یک کار تولیدی کمک میکند - می تواند از الاستیسیته TPU بهره مند شود. با تغییر چگالی پرکننده، می توانید سفتی قطعه را تغییر دهید و آن را به نوعی ابزار پویا تبدیل کنید. نیسان از این ویژگی بهره برد و یک گیج مرکزی کردن شیشه جلو را پیاده سازی کرد که از آن برای اطمینان از فاصله صحیح بین یکی از ستون های خودرو و شیشه جلو استفاده میکند.
با این حال، الاستیسیته TPU برای همه موارد استفاده مطلوب نیست. به عنوان مثال، نیسان همچنین از یک ابزار موقعیت یابی دریل پایین تر در فرآیند تولید استفاده می کند و محل قرارگیری دریل را به اپراتور نشان میدهد. این ابزار نیاز به یک ماده سخت دارد تا از قرارگیری اشتباه به دلیل خمش یا پیچش قطعه چاپ شده جلوگیری کند.
همه چیز در مورد چاپ سه بعدی با TPU
مشکلات مربوط به TPU

شما باید چندین بار تکرار کنید تا تنظیمات مناسب برای چاپگر خود را پیدا کنید (منبع: Lucas Flies Rockets).
چاپ با TPU قطعاً پیچیده تر از چاپ با PLA است. در حالی که ایجاد تاب برداشتن معمولاً مشکلی مرتبط با TPU نیست، مشکلات دیگری وجود دارند که ممکن است هنگام شروع به چاپ با این ماده بروز کنند، از جمله گرفتگی، رشته شدگی، و کم فشاری اکستروژن، که در ادامه به طور مفصل تری به آنها خواهیم پرداخت. برخی از این مشکلات به پیکربندی فیزیکی چاپگر مربوط می شوند، که اکسترودر و نازل داغ اصلی ترین اجزای مسئول این مشکلات هستند.
علاوه بر این، تنظیمات چاپ برای TPU بسیار خاص هستند و باید در نرم افزار اسلایسر برای چاپ موفقیت آمیز با این ماده تغییر کنند. برخی از این تنظیمات بیشتر از دیگران آشکار هستند، مانند دمای چاپ و سرعت چاپ، در حالی که برخی دیگر کمتر رایج هستند، مانند فاصله بازگشت و سرعت بازگشت. در واقع، ممکن است این اولین باری باشد که شما در مورد آنها می شنوید.
همه چیز در مورد چاپ سه بعدی با TPU
توصیه های سخت افزاری
برخی حتی اکسترودرهای سفارشی طراحی کرده اند تا با TPU چاپ کنند (منبع: Proper Printing via YouTube)
بیشتر مشکلاتی که هنگام کار با TPU با آن روبرو خواهید شد، به سیستم اکستروژن مرتبط هستند. در حالی که اکثر چاپگرهای FDM جدید با اکسترودر مستقیم عرضه می شوند، هنوز هم ممکن است برخی از چاپگرها با اکسترودرهای Bowden یا غیر مستقیم را پیدا کنید. در این حالت دوم، به دلیل فاصله طولانی بین تغذیه کننده (فیدر) و نازل ، و همچنین خاصیت کشسانی TPU، اکسترودر در تحویل موثر فیلامنت به نازل دچار مشکل می شود.
در شرایط ایده آل، شما باید بتوانید این مشکل را با تغییر ساده برخی از مقادیر تنظیمات چاپ در برنامه اسلایسر حل کنید. با این حال، احتمال زیادی وجود دارد که شما مجبور به انجام برخی ارتقاءها نیز باشید. ساده ترین ارتقاء، لوله Bowden یا همان شلنگ PFTE (تفلون) خواهد بود. لوله تفلون با کیفیت بهتر، مانند لوله تفلون کاپریکورن، باید کار را انجام دهد.
اما اگر واقعاً می خواهید چاپگر خود را به سطح بعدی ببرید، ما ارتقاء به اکسترودر مستقیم را توصیه می کنیم. با انجام این کار، فاصله بین تغذیه کننده و نازل داغ به شدت کاهش می یابد، که فرآیند تغذیه فیلامنت و در نتیجه کیفیت چاپ را بهبود می بخشد. یا شاید بخواهید خلاقیت بیشتری به خرج دهید و پروژه هایی مانند پروژه چاپ درست را که در بالا تصویر شده است، بررسی کنید.
قسمت دیگری از چاپگر شما که ممکن است به آن فکر کنید، نازل است. فیلامنت های ملایم مانند PLA و PETG به اندازه فیلامنت های ساینده مانند آنهایی که با الیاف کربن یا شیشه تقویت شده اند، نازل را فرسوده نمی کنند. در مورد TPU، این ماده بیشتر در کنار فیلامنت های غیر ساینده مانند PLA و PETG قرار دارد. با این حال، ممکن است کمی بیشتر از زمان استفاده از PLA، فرسودگی را انتظار داشته باشید. بنابراین، اگر از خود بپرسید که کدام نوع نازل را باید استفاده کنید، پاسخ کوتاه این است که نازل های برنجی برای کار با TPU بیش از حد کافی هستند، اما استفاده از نازل استیل ضد زنگ یا نازل فولاد سخت شده هیچ آسیبی نخواهد داشت.
پلتفرم چاپ

ورق های صاف برای چاپ های صاف (منبع: einsq84 via reddit).
آخرین مورد سخت افزاری که می خواهیم در مورد آن بحث کنیم، صفحه ساخت (پلتفرم چاپ) است. TPU نسبت به PLA و PETG ماده ای بیشتر، بگذارید بگوییم، ذوب شونده است. بنابراین، شما نباید با مشکلات تاب برداشتن روبرو شوید - مگر اینکه در لایه اول، نواحی تماس بزرگی را چاپ کنید. اگر صفحه به درستی تراز شده باشد، TPU باید بدون مشکل به صفحه ساخت بچسبد.
از طرف دیگر، برداشتن قطعه چاپ شده TPU می تواند یک چالش واقعی باشد. اگر از یک صفحه شیشه ای سخت استفاده می کنید، استفاده از یک کاردک برای کمک به برداشتن قطعه چاپ شده ضروری است. بسته به سفتی یا انعطاف پذیری قطعه چاپ شده شما، استفاده از یک ورق PEI انعطاف پذیر می تواند گزینه دیگری باشد. اگر این جایگزین را انتخاب کنید، ما استفاده از نوع صاف را توصیه میکنیم، زیرا یک ورق انعطاف پذیر با بافت ممکن است باعث چسبندگی شدید قطعه به صفحه ساخت شود. البته، گزینه های زیادی برای بررسی وجود دارد.
مشاهده مهم دیگر این است که - به طور آیرونیک - هنگام کار با TPU، استفاده از چسب ماتیکی یا نوار آبی (بلو تیپ) برای اطمینان از چسبندگی صفحه رایج نیست. برداشتن قطعه به راحتی بیشتری انجام میشود با اقداماتی برای جلوگیری از چسبندگی قوی بین قطعه و صفحه ساخت.
همه چیز در مورد چاپ سه بعدی با TPU
توصیه های نرم افزاری
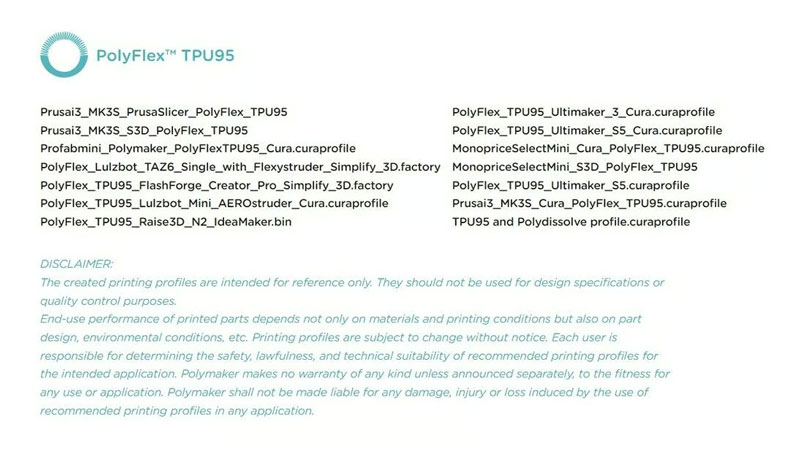
برخی از برندها پروفایل های چاپ خود را ارائه می دهند تا شما نیازی به شروع از ابتدا نداشته باشید (منبع: Polymaker)
حالا که شما جنبه های فیزیکی چاپگر خود را تغییر داده اید تا با TPU سازگار باشد، بیایید در مورد نحوه تنظیمات چاپ صحبت کنیم. ما به شدت توصیه می کنیم که یک پروفایل چاپ جدید برای فیلامنت TPU ایجاد کنید. به این ترتیب، می توانید هر تغییری که ایجاد می کنید را ذخیره کنید بدون اینکه تنظیمات چاپ پیش تنظیم شده قبلی برای PLA را کنسل کنید.
برخی از برنامه های اسلایسر، پروفایل چاپ برای فیلامنت های TPU برندهای خاصی را ارائه می دهند. همچنین، برخی از برندها خودشان این پروفایل ها را به عنوان منابع در بخش دانلود در وب سایت های خود گنجانده اند. با این حال، با رشد نمایی بازار فیلامنت، احتمال زیادی وجود دارد که شما پروفایل چاپ برای فیلامنتی که استفاده می کنید پیدا نکنید. بنابراین، باید به صورت دستی تنظیمات را تغییر دهید. اما نگران نباشید، زیرا ما توضیح خواهیم داد که کدام تنظیمات را باید تغییر دهید و همچنین مقادیر بهینه آنها برای TPU را.
ما از UltiMaker's Cura برای توضیح تنظیمات چاپ استفاده خواهیم کرد. اگر قصد دارید از برنامه اسلایسر دیگری استفاده کنید، نباید مشکلی ایجاد کند. فرآیند اسلایسر جهانی است و تمام برنامه های اسلایسر باید تنظیمات یکسانی داشته باشند. ممکن است تفاوت های جزئی در نام دقیق هر پارامتر پیدا کنید، اما اساساً یکسان هستند.
تنظیمات کلیدی که باید روی آنها تمرکز کنید و تغییر دهید به شرح زیر است:
• دمای چاپ: دامنه دما از تولیدکننده ای به تولیدکننده دیگر متفاوت است اما معمولاً بین 200 °C و 240 °C باقی می ماند.
• دمای صفحه ساخت: هر مقدار زیر 60 °C توصیه می شود. گزینه دیگر این است که مقدار 0 °C را برای عدم گرمایش هیت بد اختصاص دهید.
• سرعت چاپ: باید سرعت چاپ را به شدت کاهش دهید. مقدار بین 5 تا 30 mm/s خوب کار خواهد کرد.
• بازگشت(Retraction): در حالی که برخی از افراد توصیه می کنند بازگشت را غیرفعال کنید، ما توصیه می کنیم آن را فعال کنید تا از رشته شدگی جلوگیری کنید. فاصله بازگشت را حدود 1 mm و سرعت بازگشت را حدود 60 mm/s تنظیم کنید.
• خنک کننده قطعه: پس از چند لایه اول، فن خنک کننده را روشن کنید اما نه خیلی زیاد، در غیر این صورت با مشکلات اتصال لایه ها روبرو خواهید شد.
• Brim و raft : از آنجا که TPU به طور طبیعی به صفحه ساخت می چسبد، نباید به کمک چسبندگی صفحه ساخت مانند Brim و raft نیاز داشته باشید. اگر به هر دلیلی تصمیم به استفاده از آنها گرفتید، به خاطر داشته باشید که آنها از قطعه چاپ شده سخت جدا می شوند.
همه چیز در مورد چاپ سه بعدی با TPU
مشکلات رایج چاپ
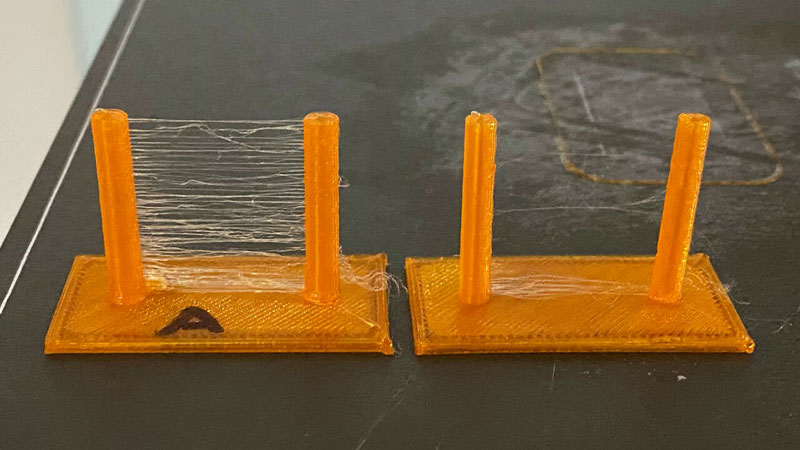
رشته شدگی اولین نبردی خواهد بود که هنگام چاپ با TPU باید آن را پیروز شوید (منبع: bmc3d via Prusa Research Forum).
پس از اینکه تنظیمات در برنامه اسلایسر برای پروفایل TPU خود را تغییر دادید، هنوز هم باید آنها را آزمایش کنید. هنگام انجام این کار، به کیفیت چاپ توجه کنید. ممکن است برخی مشکلات هنگام چاپ رخ دهند. ما رایج ترین مشکلات را خلاصه کرده ایم و برخی نکات برای غلبه بر آنها را به شما خواهیم داد.
رشته شدگی
رشته شدگی زمانی اتفاق می افتد که ماده ذوب شده ای در نازل وجود دارد در لحظات غیرچاپی، زمانی که اکسترودر به مکان بعدی چاپ حرکت می کند. این مشکل شامل رشته های ریزی است که روی چاپ باقی می مانند و ممکن است پس از اتمام چاپ، سخت برداشته شوند.
دلیل اصلی این مشکل، کافی نبودن بازگشت فیلامنت در اکسترودر قبل از حرکت به مکان بعدی چاپ است. تنظیم ساده هر دو سرعت و فاصله بازگشت باید مشکل را حل کند. با این حال، این ممکن است سخت تر باشد اگر شما از چاپگری با اکسترودر Bowden به جای یکی با اکسترودر مستقیم استفاده می کنید.
گرفتگی
از آنجا که TPU ماده ای ظریف تر برای کار کردن نسبت به PLA یا PETG است، تجربه گرفتگی ها آسان تر است. صرف نظر از اینکه آنها جزئی یا کامل باشند، گرفتگی ها بر کیفیت چاپ تأثیر می گذارند. آنها به دلیل گیر کردن ماده در نازل رخ می دهند، و این می تواند به دلایل مختلفی اتفاق بیفتد. یک راه حل ساده، به اصطلاح "Cold pull" (کشیدن سرد) است. اگر گرفتگی های شدیدتر و سخت تر برای برداشتن رخ دهند، ممکن است بخواهید نازل را با نازلی جدید تعویض کنید.
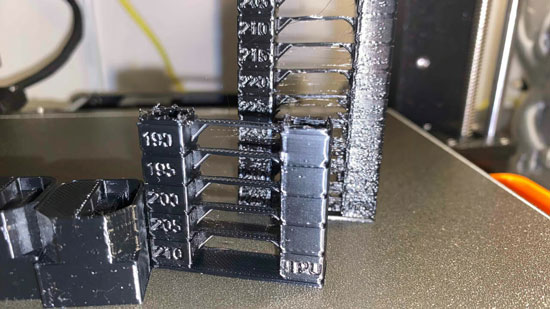
بسیاری از مشکلات چاپ مرتبط با دما هستند، به ویژه با TPU (منبع: heiko-2 via Prusa Research Forum)
کم فشاری اکستروژن
کم فشاری اکستروژن یکی از مشکلات رایج هنگام چاپ با TPU است. این مشکل با وجود فاصله ها در طول لایه های چاپ مشخص می شود. در حالی که ساده ترین نشانه ها می توانند در مراحل بعدی چاپ مشاهده شوند، نیازی نیست تا زمانی که چاپ کامل شود یا به طور قابل توجهی پیشرفت کند، منتظر بمانید تا این مشکل را تشخیص دهید: صدای کلیک در نازل یک نشانه است.
در حالی که دلایل متعددی برای اتفاق افتادن کم فشاری اکستروژن وجود دارد، شما باید به ویژه نسبت به جذب رطوبت هنگام کار با TPU آگاه باشید. همانطور که در بالا ذکر شد، مواد جاذب رطوبت موادی هستند که تمایل به جذب رطوبت از محیط دارند. این به معنای وجود حباب های ریز آب در فیلامنت است که هنگام عبور از نازل تبخیر می شوند و باعث ایجاد فاصله در چاپ می شوند. برای غلبه بر این مشکل، اطمینان حاصل کنید که فیلامنت را قبل از استفاده خشک کنید و پس از آن در یک کیسه مکش دار بسته بندی کنید.
توده ها و جوش ها
اینها عواقب داشتن مقدار اضافی ماده ای هستند که هنگام چاپ از نازل عبور می کند، که به عنوان اضافه فشار اکستروژن نیز شناخته می شود. دلیل اصلی این اتفاق، بیش از حد بالا بودن دمای نازل داغ است. اگر شما با این مشکل روبرو هستید، سعی کنید دما را به میزان 5 درجه سانتیگراد کاهش دهید.
چاپ یک برج دما می تواند به شما کمک کند تا دمای مناسب برای فیلامنتی که استفاده می کنید را پیدا کنید. این چاپ آزمایشی همچنین به شما کمک میکند تا تنظیمات چاپ خود را برای جلوگیری از رشته شدگی تنظیم کنید.
همه چیز در مورد چاپ سه بعدی با TPU
برداشتن چاپ و پس پردازش
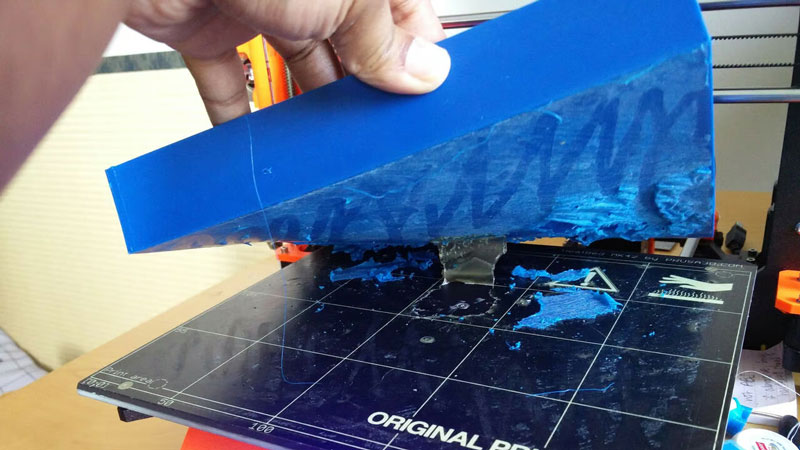
برای برداشتن ایمن قطعه چاپ شده از صفحه ساخت، به یک کاردک نیاز خواهید داشت (منبع: eirawyn via Reddit).
همانطور که قبلاً گفتیم، دستیابی به یک لایه اول خوب با TPU به اندازه جدا کردن آن از صفحه پس از اتمام چاپ، سخت نیست. ممکن است از ورقه ای انعطاف پذیر استفاده شود، اما این بستگی به سفتی قطعه نهایی دارد. قطعات نازک (مانند یک قاب تلفن همراه) انعطاف پذیرتر هستند و می توان آنها را به راحتی از یک صفحه سخت جدا کرد.
از طرف دیگر، قطعات سفت تر مانند قطعات سخت رفتار میکنند و جدا کردن آنها از یک صفحه سخت، سخت تر خواهد بود. توانایی خم کردن صفحه می تواند به شروع برداشتن قطعه کمک کند، اما احتمالاً برای برداشتن موفقیت آمیز یک قطعه چاپ شده TPU به یک کاردک نیاز خواهید داشت.
در مورد پس پردازش، TPU ماده ای است که نیازی به کار اضافی ندارد. فیلامنت هایی مانند PLA و ABS می توانند با استفاده از تکنیک های مختلف صاف شوند، اما TPU آنقدر چندمنظوره نیست. با این حال، شما می توانید چاپ های TPU را رنگ آمیزی کنید، اما باید مراقب باشید و از نوع درست رنگ استفاده کنید - یکی که به طور خاص برای مواد انعطاف پذیر طراحی شده است. این نوع خاص رنگ باید همزمان با خم شدن قطعه انعطاف پذیر باشد و ترک نخورد. گزارش شده است که سری Cerakote C با چاپ های TPU به خوبی کار می کند.
مرحله دیگری از پس پردازش شامل استفاده از یک سشوار صنعتی حرارتی برای برداشتن آسان رشته ها از چاپ نهایی است. ممکن است وسوسه شوید که از سشوار خانگی به عنوان جایگزینی برای تفنگ حرارتی استفاده کنید. با این حال، سشوارها برای ذوب پلاستیک طراحی نشده اند، بنابراین ممکن است لازم باشد چندین بار از آن عبور دهید و حتی در آن صورت، ممکن است به دمای مناسب برای برداشتن تمام رشته ها نرسید.
همه چیز در مورد چاپ سه بعدی با TPU
خدمات چاپ
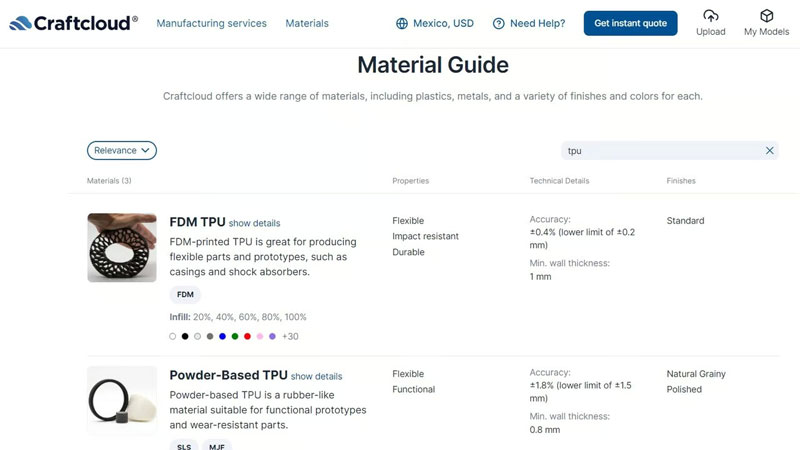
نمی خواهید با TPU درگیر شوید؟ ما از شما پشتیبانی می کنیم (منبع: Craftcloud)
برای کسانی که می خواهند از دردسر چاپ TPU اجتناب کنند، همیشه می توانید قطعات TPU را با استفاده از یک سرویس چاپ سه بعدی چاپ کنید. به این ترتیب، نیازی به نگرانی در مورد دریافت پیکربندی درست برای چاپگر خود ندارید! علاوه بر این، شما یک قطعه چاپی سه بعدی با کیفیت بالا و بدون دردسر را ظرف چند روز دریافت خواهید کرد.
پرمان شاپ این امکان را فراهم کرده است. شما میتوانید انواع سفارش چاپ خود را با انواع مختلف فیلامنت از جمله TPU به ما بسپارید. برای ارسال فایل خود و همچنین دریافت مشاوره با شما 09152337565 تماس حاصل فرمایید.
منبع: All3dp.com





نوشتن یک نظر