

-100x52fill.jpg)















Orca Slicer، درزها
– همه چیزی که لازم است بدانید!
Orca Slicer به دلیل ابزارهای پیشرفته اش در حال کسب محبوبیت است.
برای کشف اینکه چگونه می توانید جی کد را با آن به درستی انجام دهید، این مطلب را مطالعه کنید!
Orca Slicer یک شخصیت نسبتاً جدید در عرصه اسلایسرهای چاپ سه بعدی است، اما در حال حاضر محبوبیت زیادی کسب کرده است. این برنامه منبع باز ابتدا توسط SoftFever توسعه یافته بود، اما اکنون به یک پروژه جامعه تبدیل شده است که هر ماه نسخه های جدیدی منتشر میکند. از آنجا که بر اساس Bambu Studio است که در واقع یک شاخه از PrusaSlicer است، اورکا اسلایسر تمام ویژگی هایی را که آن دو اسلایسر محبوب ارائه میدهند، به همراه ابزارهای منحصر به فرد، ارائه میدهد.
برای مثال، یکی از ویژگی های محبوب این نرم افزار، تب "کالیبراسیون" است، که فهرستی از مدل های آزمایشی متنوع را لیست میکند که به شما کمک میکند تا پروفایل چاپ خود را تنظیم کنید. نگران نباشید اگر شما یک متخصص نیستید - ما شما را راهنمایی می کنیم.
همراه با ابزارهای متمایز خود، اورکا اسلایسر تمام تنظیمات معمولی را که در بیشتر اسلایسرها پیدا می کنید، مانند تنظیمات درز، شامل میشود. درزهای چاپ نقاطی هستند که سر ابزار شروع به بیرون کشیدن لایه میکند. هنگام تغییر لایه ها، سر ابزار باید به ارتفاع مناسب بالا برود. پس از رسیدن، دوباره شروع به بیرون کشیدن فیلامنت میکند. در این نقطه، می توانید درزهایی را ببینید که بسیاری از سازندگان را آزار میدهد.
در این مقاله، نگاهی خواهیم داشت به چگونگی انجام تنظیمات شما در اورکا اسلایسر برای درزهای کامل. بیایید شروع کنیم!
Orca Slicer: درز - همه چیزی که برای درزهای کامل نیاز دارید
آنها چه هستند
به نظر میرسد مشکلی وجود دارد. (منبع: Designed_by_CM via Reddit)
همانطور که اشاره شد، درزها در بین تغییرات لایه ها، زمانی ایجاد می شوند که سر دستگاه از یک لایه تمام شده به لایه جدیدی می پرد. هنگام انجام این کار، سر دستگاه اکستروژن را متوقف میکند تا به مکان بعدی برسد. با این حال، به دلیل ماهیت فرآیند FDM، مقداری پلاستیک ذوب شده در نازل باقی می ماند و می تواند در طول تغییر لایه بیرون بزند.
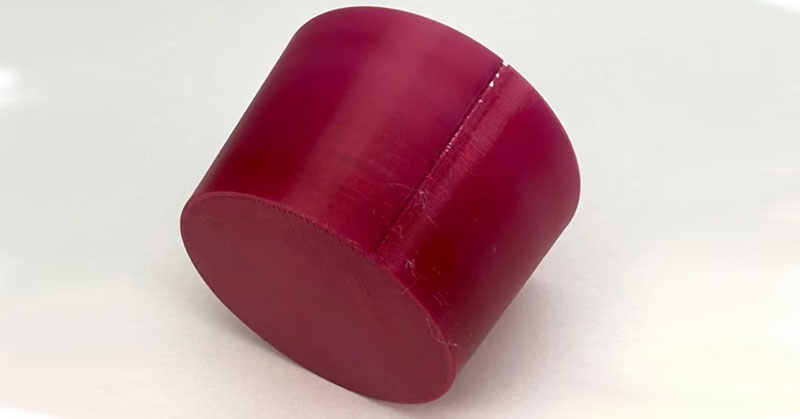
زمانی که فیلامنت دوباره شروع به جریان یافتن برای ایجاد لایه جدید میکند، مواد اضافی رسوب می کنند و برآمدگی کوچکی ایجاد می شود که به آن درز Z می گویند. بسیاری از کاربران از این علامت ناراحت هستند زیرا به عنوان یک نقص در قطعه چاپ شده ظاهر میشود. درز Z معمولاً به صورت یک خط تکی که در امتداد محور Z مدل شما ایجاد میشود، به نظر میرسد. قابلیت دید درز به عوامل مختلفی بستگی دارد. برای مثال، اشکال با گوشه های تیز می توانند درز را روی گوشه ها پنهان کنند، در حالی که قطعات استوانه ای بلند معمولاً یک درز قابل مشاهده دارند. به طور کلی، تنظیم مجدد پروفایل چاپ می تواند به پنهان کردن این برآمدگی ها کمک کند. اکثر برنامه های اسلایسر نقطه شروع لایه بعدی را مستقیماً بالای نقطه پایانی لایه قبلی تنظیم می کنند، بنابراین برآمدگی ها هم راستا شده و یک درز Z قابل مشاهده ایجاد می کنند.
درزهای Z به چند دلیل مشکل ساز هستند. نه تنها ظاهر چاپ را تحت تأثیر قرار می دهند، بلکه عملکرد را نیز تحت تأثیر قرار می دهند. به ویژه، هنگام چاپ قطعاتی که نیاز به انظباق دقیق دارند، درزها می توانند با ایجاد توده های ناخواسته که ابعاد شیء را به هم می ریزند، مانع از نتیجه موفقیت آمیز شوند. مگر اینکه قطعه خود را رنگ کنید یا هنگام پردازش پس از چاپ، آن را پولیش کنید، قطعات شما این نقص را نشان خواهند داد. اما نگران نباشید، ما می توانیم با چند تنظیم در برنامه Orca Slicer، تأثیر درزهای Z را به حداقل برسانیم!
Orca Slicer: درز - همه چیزی که برای درزهای کامل نیاز دارید
چگونه به آنها دسترسی پیدا کنیم
دقیقاً زیر بینی شماست. (منبع: Gloria E. Magarotto via All3DP)
درزها همیشه بخشی از چاپ FDM هستند، به جز زمانی که در حالت گلدانی (Vase mode) چاپ می کنیم. با این حال، تنظیماتی وجود دارد که می توانیم آنها را تنظیم کنیم تا قابلیت دید درزها را کاهش دهیم.
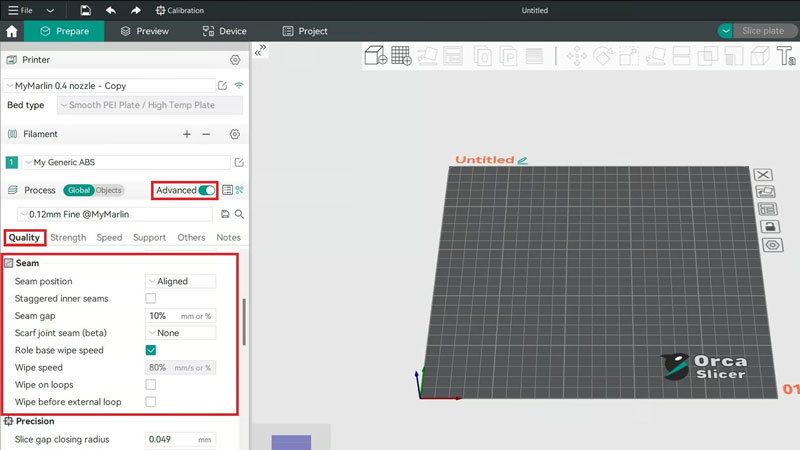
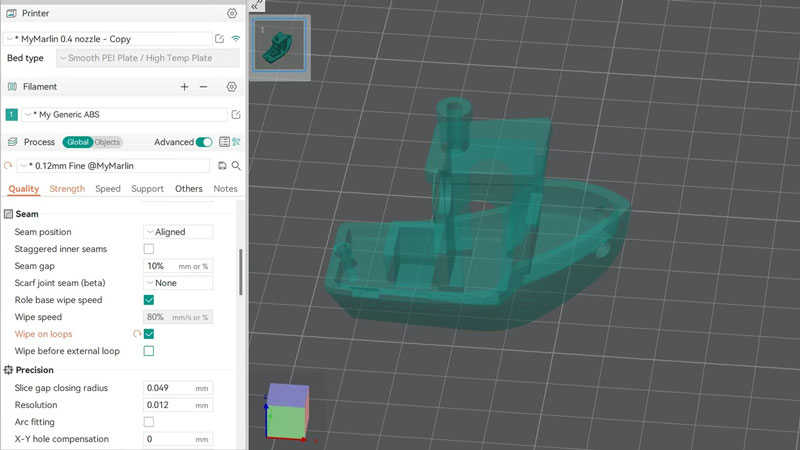
در برنامه Orca Slicer، این تنظیمات را می توانید در بخش "Process" و زیر تب "Quality" پیدا کنید. در آنجا، با کمی پایین آمدن، منوی "Seam" را خواهید یافت. مطمئن شوید که با تغییر دادن کلید "Advanced"، نمای پیشرفته را فعال کنید. با انجام این کار، می توانید به تمام تنظیمات موجود برای درزها دسترسی پیدا کنید.
حالا، بیایید تنظیمات خاصی که با آنها کار می کنیم را تجزیه و تحلیل کنیم.
Orca Slicer: درز - همه چیزی که برای درزهای کامل نیاز دارید
موقعیت درز
انتخاب موقعیت خود را به دقت انجام دهید (منبع: All3DP)
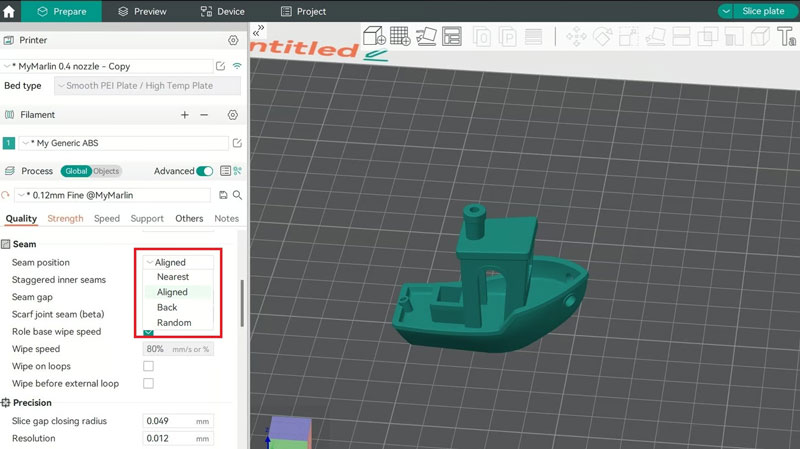
اولین تنظیمی که ما به آن نگاه خواهیم کرد، " Seam position" است. همانطور که از نام آن می توان حدس زد، این تنظیم به شما اجازه میدهد تا تصمیم بگیرید که درز را در کجای مدل قرار دهید. چهار گزینه وجود دارد که می توانید از بین آنها انتخاب کنید: " Aligned"، Nearest "، Back" و " Random". نام های آنها تا حد زیادی خود توضیح دهنده هستند، اما بیایید به آنها نگاهی بیندازیم.
• Aligned (هم راستا): با فعال کردن این گزینه، نرم افزار اسلایسر دستور میدهد که پرینتر سه بعدی لایه جدیدی را نزدیک نقطه شروع لایه قبلی آغاز کند. وقتی این سبک انتخاب میشود، درزها معمولاً به صورت یک ستون مستقیم تشکیل میشوند.
• Nearest (نزدیک ترین): در این حالت، نرم افزار به دنبال نزدیک ترین لبه لایه فعلی برای شروع اکسترود کردن (فرآیند خروج مواد) میگردد. اگر مدل شما گوشه های تیزی دارد، این بهترین روش برای پنهان کردن درزها است. اگر نرم افزار گوشه های تیزی پیدا نکند، از انتهای مسیر قبلی استفاده خواهد کرد.
• Back (پشت): وقتی این حالت را انتخاب می کنید، نرم افزار اسلایسر از منطق "Aligned" در قسمت پشتی مدل استفاده میکند که نسبت به خود پرینتر است. شما می توانید مدل خود را در نرم افزار اسلایسر چرخانده و طرفی که می خواهید درزها به سمت پشت صفحه قرار گیرند تنظیم کنید. این کار به ویژه زمانی مفید است که قطعه ای را چاپ می کنید که قرار است با یک طرف پنهان نمایش داده شود، مانند یک جام یا هنر دیواری، زیرا ما می توانیم درزها را در آنجا متمرکز کنیم. با این حال، یک کاربر دریافت که این تنظیم باعث ایجاد درز منحنی شکل در برخی مدل ها میشود.
• Random (تصادفی): همانطور که ممکن است حدس زده باشید، این تنظیم الگوی درز تصادفی ایجاد میکند با انتخاب نقطه شروع متفاوت برای هر لایه. به این ترتیب، درز کمتر قابل توجه خواهد بود، اما سطح قطعه کمتر صاف خواهد بود، با زائده های کوچکی که در تمام محیط ظاهر می شوند.
علاوه بر موقعیت، شما می توانید قابلیت پراکندگی درزهای داخلی را فعال کنید، که به ویژه برای مدل هایی که قرار است تحت فشار مکانیکی باشند، مفید است.
Orca Slicer: درز - همه چیزی که برای درزهای کامل نیاز دارید
فاصله درز
آن را در خانه امتحان نکنید (یا بکنید؟) (منبع: Gloria E. Magarotto via All3DP)
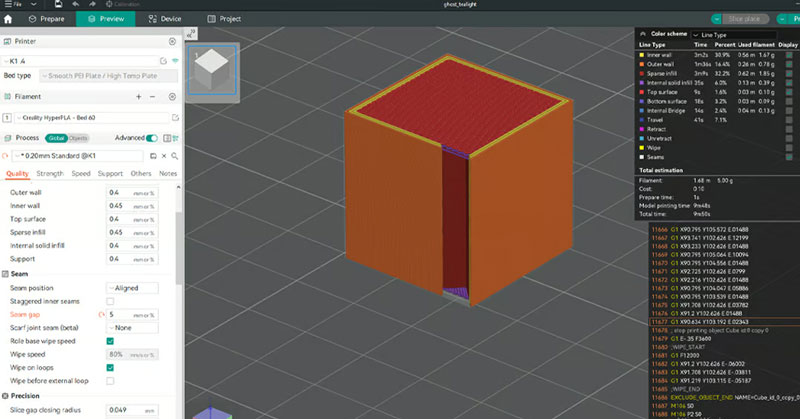
فاصله درز تنظیمی است که می تواند به شما کمک زیادی در کاهش دیده شدن درزها کند. شما می توانید مقدار دلخواهی را به درصد یا میلیمتر تنظیم کنید و حلقه لایه به همان اندازه کوتاه خواهد شد. به این ترتیب، درز با مواد لایه هم پوشانی نخواهد داشت، که این امر باعث کاهش برآمدگی های احتمالی و هرگونه دیده شدن میشود.
مقدار استاندارد به ۱۰٪ تنظیم شده و باید برای این منظور کافی باشد. اگر متوجه شدید که اینطور نیست، سعی کنید آن را به ۱۵٪ افزایش دهید. توصیه نمیشود که مقدار بیشتری را انتخاب کنید، زیرا این می تواند منجر به سوراخ هایی شود که شبیه به کم اکستروژنی باشد.
گرچه تنظیم فاصله درز میتواند در برخی موارد گزینه مفیدی باشد، همیشه کار نمیکند. به عنوان مثال، یک کاربر Reddit مشاهده کرد که تنظیم فاصله درز به ۰٪ و انجام کالیبراسیون پیشرفت فشار به آنها بهترین نتایج را با چاپ های Bambu Lab X1 Carbon داده است. از طرف دیگر، Ender 3 Max هیچ مشکلی با استفاده از تنظیم فاصله درز نداشت. بر اساس دستگاه شما، ممکن است نیاز باشد این مقدار را متناسب با آن تنظیم کنید.
Orca Slicer: درز - همه چیزی که برای درزهای کامل نیاز دارید
پاک کردن
شما باید تصمیم بگیرید که آیا می خواهید گزینه «پاک کردن در حلقه ها» را فعال کنید (منبع: All3DP)
در میان تنظیمات موجود، شما می توانید پاک کردن درزها را فعال کنید. این ویژگی به پرینتر شما دستور میدهد که قبل از تغییر لایه ها، کمی به عقب حرکت کند.
وقتی این ویژگی غیرفعال است، نازل یک لایه را تمام میکند و به نقطه شروع بازمیگردد، به سرعت به داخل حرکت میکند تا دیواره داخلی لایه بعدی را چاپ کند. هنگام انجام این کار، اکسترودر کند میشود، اما ماده جریان دارد و یک برآمدگی کوچک ایجاد میکند. پاک کردن درزها به کاهش دیده شدن درز کمک میکند زیرا سر پرینتر به طور ناگهانی به داخل حرکت نمیکند و ماده ای که بیرون میزند، در مسیر کوتاه اکسترودر هنگام حرکت به عقب توزیع میشود.
برخی تنظیمات وجود دارند که می توانند برای پاک کردن تغییر کنند. در حالی که پاک کردن به طور پیش فرض فعال است، سرعت می تواند یا به یک مقدار دلخواه تنظیم شود یا گزینه " Role base wipe speed" انتخاب شود، که همان سرعت چاپ یک ویژگی خاص برای پاک کردن را استفاده میکند. این تنظیم باید بهترین نتایج را بدهد، زیرا اکسترودر به طور ناگهانی سرعت خود را هنگام چاپ تغییر نمی دهد و فیلامنت را به آرامی اکسترود میکند.
گزینه " Wipe on loops" نیز می تواند علامت گذاری شود، که با آن اکسترودر قبل از رفتن به لایه بعدی، یک حرکت کوچک به داخل انجام میدهد. در نهایت، " Wipe before external loop" میتواند فعال شود، بنابراین اکسترودر قبل از بازگشت، یک حرکت کوچک به داخل انجام میدهد. این گزینه ها برآمدگی ها روی دیواره های خارجی را به حداقل می رسانند و درز Z را پنهان می کنند. آنها می توانند به ویژه زمانی مفید باشند که " Walls printing orde" ( under “Walls and surfaces”) یا "خارجی/داخلی" یا "داخلی/خارجی/داخلی" باشد.
ارزش دارد که توجه کنیم نه همه تنظیمات لزوماً برای همه مدل ها، مواد و پیکربندی های پرینتر کار خواهند کرد. به عنوان مثال، برای یک کاربر Reddit، غیرفعال کردن پاک کردن در حلقه ها به بهبود درزهای آنها در Orca Slicer کمک کرد.
Orca Slicer: درز - همه چیزی که برای درزهای کامل نیاز دارید
نقاشی درز
هنرمند درونی خود را در آغوش بگیرید (منبع: Gloria E. Magarotto via All3DP, مدل: MarLeo via Printables)
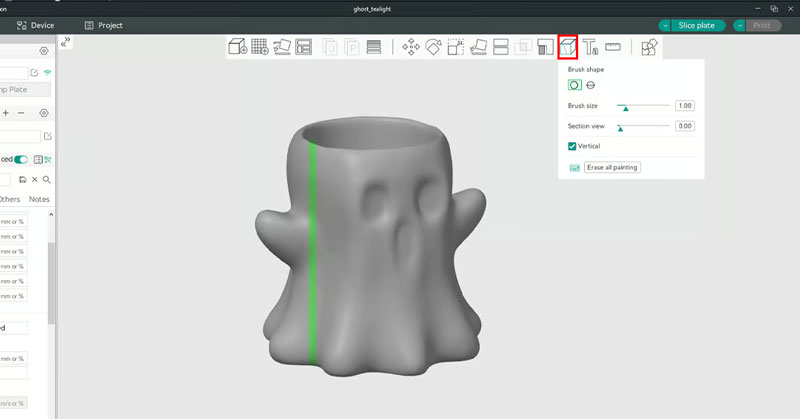
آخرین ابزاری که به آن نگاه خواهیم کرد می تواند برای به دست آوردن دقیقاً نتیجه درزی که می خواهید بسیار مفید باشد، زیرا به شما امکان میدهد تا با رسم کردن، موقعیت درز را انتخاب کنید. برای استفاده از آن، روی آیکون مربوطه در نوار منوی بالا کلیک کنید یا از میانبر 'P' استفاده کنید. یک پنجره کوچک ظاهر میشود. در اینجا، شما می توانید برخی تنظیمات را انتخاب کنید که به شما در فرآیند نقاشی درز کمک خواهد کرد، مانند نوع قلم مو (دایره یا کره).
همچنین می توانید اندازه قلم موی خود را تنظیم کنید، اگرچه توصیه میشود که آن را در حداقل نگه دارید زیرا درز فقط یک نقطه است. در نهایت، می توانید از گزینه "نمای بخش" برای ایجاد یک صفحه برش استفاده کنید تا بخشی از شیء را پنهان کرده و به نقاطی که رنگ آمیزی آنها دشوار است دسترسی پیدا کنید. برای کمک به شما در این فرآیند، Orca Slicer همچنین گزینه "عمودی" را ارائه میدهد، که خط رسم شما را عمودی نگه میدارد و اثری مشابه با موقعیت درز "هم راستا" ایجاد میکند.
برای رسم موقعیت درز مورد نظر، با دکمه چپ ماوس کلیک کنید و ماوس را به جایی که نیاز است بکشید. یک خط سبز روی مدل ظاهر میشود. از طرف دیگر، اگر از دکمه راست استفاده کنید، می توانید مسدود کننده های درز اضافه کنید. این نواحی به رنگ قرمز برجسته خواهند شد و درزها در این مناطق قرار داده نخواهند شد.
در حالی که برخی از کاربران Reddit در رسم یک خط عمودی مستقیم با ماوس خود مشکل داشتند، یک کاربر از یک کامپیوتر لمسی و یک خط کش برای رسیدن به نتایج مورد نظر استفاده کرد. خیلی خلاقانه!
Orca Slicer: درز - همه چیزی که برای درزهای کامل نیاز دارید
نکات و ترفندها

درزها را با حالت گلدانی بهبود ببخشید (منبع: PinkyPonky via Printables)
حالا که با تنظیمات موجود برای درزها در Orca Slicer آشنا شدیم، بیایید در مورد برخی نکات و ترفندها صحبت کنیم که واقعاً می توانند به کاهش ناهنجاری های چاپی ناخوشایند کمک کنند. به خاطر داشته باشید که برای رفع مشکلات چاپ مانند درزهای Z، ابتدا باید منبع مشکل را شناسایی و رفع کنید. در مورد درز Z، این فشار داخل نازل است که مواد اضافی را روی چاپ آزاد میکند.
در اینجا برخی از ویژگی ها و تکنیک های کالیبراسیون وجود دارند که می توانید به آنها نگاه کنید. اگر درزهای Z همچنان به مشکل سازی در چاپ های سه بعدی شما ادامه دهند، حتی پس از انجام تنظیمات خود در Orca Slicer.
مفصل اسکارف
این ابزار کاملاً جدید توسط کاربران چاپ سه بعدی برای پنهان کردن درزها توسعه یافته است. نام آن از یک تکنیک نجاری و فلزکاری الهام گرفته شده است و دو انتهای مخروطی شکل ایجاد میکند که لایه از آنجا شروع و به پایان میرسد. به طور اساسی، یک دیوار چاپ شده بر روی خودش پیچیده میشود در حالی که ارتفاع لایه را با یک نرخ جریان محدود حفظ میکند. این ویژگی به پرینتر اجازه میدهد که پلاستیک کمتری را هنگامی که فاصله بین دو انتها کاهش می یابد، اکسترود کند، که این امر مواد اضافی که منجر به درزها میشود را به حداقل می رساند. این ویژگی به ویژه برای پنهان کردن درزها روی سطوح منحنی مفید است. می توان آن را با فعال کردن تنظیم " Scarf joint seam" در Orca Slicer فعال کرد. وقتی آن را فعال می کنید (چه برای کانتور یا کانتور و سوراخ)، برخی زیرتنظیمات نمایش داده می شوند. اگر علاقه مند هستید، یک راهنمای خوب برای درک نحوه کارکرد آن و چگونگی تنظیم آن می توان در Printables پیدا کرد. به خاطر داشته باشید که این گزینه فقط از Orca Slicer 2.0 به بعد موجود است و در زمان نوشتن، در حالت آزمایشی قرار دارد.
حالت گلدانی
اگر می خواهید درزها را کاملاً حذف کنید، این راه حل مناسب شما است. با حالت گلدانی، گلدان مارپیچ، یا "Spiralize Outer Contour"، یک دیوار واحد و پیوسته اکسترود میشود. در این حالت، درزها مشکلی ایجاد نمی کنند زیرا سر پرینتر اکسترود کردن را برای تغییر لایه قطع نمیکند. یک نکته قابل توجه این است که " Spiral vase"، که می توانید آن را در زبانه " Others" بخش " Process" زیر " Special mode" پیدا کنید، نمی تواند روی همه مدلها استفاده شود. در واقع، این گزینه ساختار چاپ را تغییر میدهد. چاپ های زیبایی شناختی برای این حالت بهترین هستند زیرا چاپ های کاربردی معمولاً به استحکامی نیاز دارند که حالت گلدانی ارائه نمیدهد.
کالیبراسیون مناسب
اگرچه اعمال تنظیماتی که قبلاً بررسی کردیم مهم است، برخی عوامل دیگر وجود دارند که باید به خاطر داشته باشید تا از درزها و برآمدگی ها جلوگیری کنید. بسیاری از کاربران پس از تنظیم جریان و پیشرفت فشار در Orca Slicer، درزهای بهتری داشتند. شما باید پرینتر و پروفایل های چاپ خود را با استفاده از E-steps، نرخ جریان، دمای نازل و سرعت چاپ مناسب، همراه با بازگشت و پیشرفت فشار، به درستی کالیبره کنید. Orca Slicer فهرست طولانی از چاپ های آزمایشی را ارائه میدهد که می توانید برای بهینه سازی پروفایل چاپ خود استفاده کنید. شما می توانید با خواندن مقاله ما در مورد کالیبراسیون Orca Slicer، بیشتر در این موضوع غوطه ور شوید. علاوه بر این، می توانید دستورالعملی که نرم افزار برای فرآیند پیشنهاد می کند را دنبال کنید: ابتدا با برج دما شروع کنید، سپس آزمایش نرخ جریان، کالیبراسیون پیشرفت فشار و در نهایت آزمایش بازگشت.
منبع: All3dp.com
نوشتن یک نظر