

-100x52fill.jpg)















تنظیمات چاپ PETG برای نتایج عالی
برای نیازهای خود بهترین تنظیمات چاپ PETG را پیدا کنید، با تنظیم مواردی مانند دما،
رشته شدگی، سرعت چاپ، و تنظیمات بازگشت!
PETG مخفف polyethylene terephthalate glycol-modified است. این ممکن است برای شما معنایی داشته باشد اگر به شیمی علاقه مند باشید، اما برای بقیه ما، ساده ترین نوع پلاستیک پرکاربرد در سیاره (به شکل PET) است.
شما می توانید آن را در بطری های پلاستیکی، ظروف غذا، بسته بندی، اسباب بازی ها، وسایل آشپزخانه، و سایر محصولات پلاستیکی رایج پیدا کنید. علاوه بر این، این پلاستیک قابل بازیافت می تواند تزریقی، دمیده شده، ترموفرم شده، خم شده، بریده شده، و در سال های اخیر، چاپ سه بعدی شود.
ما در این مقاله به جزئیات شیمی PETG نخواهیم پرداخت، بلکه بر چاپ سه بعدی با آن به عنوان یک فیلامنت تمرکز خواهیم کرد. گزینه های فیلامنت عالی زیادی وجود دارد، اما پیدا کردن تنظیمات درست برای یک چاپ کامل ممکن است نیاز به تنظیمات داشته باشد.
در این مقاله، همه چیزهایی که باید بدانید تا بهترین چاپ های PETG ممکن را داشته باشید را بررسی خواهیم کرد. از تنظیمات چاپگر شما تا نکات اسلایس، ما شما را پشتیبانی می کنیم.
بهترین تنظیمات چاپ PETG
هشدار: توصیه به آزمایشگری

چاپ سه بعدی یک بطری PETG امکان پذیر است (منبع: Djanba via MyMiniFactory).
PETG ماده ای بسیار مفید با خواص مکانیکی و بصری خوب است. پیش از اینکه به نکات چاپ بپردازیم، در اینجا چند ویژگی از خصوصیات این ماده آورده شده است:
• دمای گذار شیشه: حدود ۸۰ درجه سلسیوس
• چگالی: ۱.۲۷ گرم بر سانتیمتر مکعب (که بیشتر از PLA و ABS است)
• مقاوم در برابر بیشتر مواد شیمیایی (مانند اسیدها، بازها، و حلالها)
با وجود اینکه ماده ای بسیار محبوب است، ممکن است چاپ آن دشوار باشد، به ویژه اگر شما مبتدی باشید. شما می توانید توصیه های متفاوتی در اینترنت پیدا کنید که با یکدیگر تناقض دارند. حقیقت این است که تنظیمات برای یک چاپگر لزوماً به چاپگرهای دیگر منتقل نمی شوند. بسیار اغلب، شما باید برخی از پارامترهای چاپ را پس از تغییر فیلامنت PETG که استفاده می کنید تنظیم کنید.
با PETG، یک چیز قطعی است: شما باید آزمایش کنید تا بهترین تنظیمات برای چاپگر خود را پیدا کنید. این مقاله باید نقطه شروع خوبی برای شما باشد.
بهترین تنظیمات چاپ PETG
تنظیم بستر چاپ

برخی از کاربران در می یابند که PETG می تواند بیش از حد به صفحه های شیشه ای متصل شود (منبع: pagonda via Reddi)
بیایید از پایین شروع کنیم: مطمئن شوید که صفحه چاپ شما تراز و تمیز است.
اگر قبلاً با PLA یا ABS چاپ کرده اید، میدانید که فاصله بین نازل و بستر باید کم باشد. در مقابل، PETG به فاصله مناسبی نیاز دارد. اگر معمولاً از یک تکه کاغذ برای تنظیم فاصله بین بستر و نازل برای PLA استفاده می کنید، برای PETG از سه برگ کاغذ استفاده کنید.
در حالی که می توانید PETG را بدون هیت بد چاپ کنید، ما داشتن آن را توصیه می کنیم. اکثر تولیدکنندگان دماهای بین ۵۰ تا ۸۰ درجه سلسیوس را پیشنهاد می کنند. با ۷۰ درجه سلسیوس شروع کنید و به تدریج آن را افزایش دهید اگر متوجه هرگونه مشکل چسبندگی بستر شدید.
احتمالاً می خواهید از یک چسب بر روی هیت بد خود استفاده کنید - مثلاً یک چسب میله ای یا نوار آبی - به ویژه اگر روی یک هیت بد شیشه ای چاپ می کنید. برای آسان ترین برداشتن چاپ، اجازه دهید چاپ قبل از برداشتن خنک شود.
بهترین تنظیمات چاپ PETG
دما، بازگشت (Retraction) و رشته شدگی
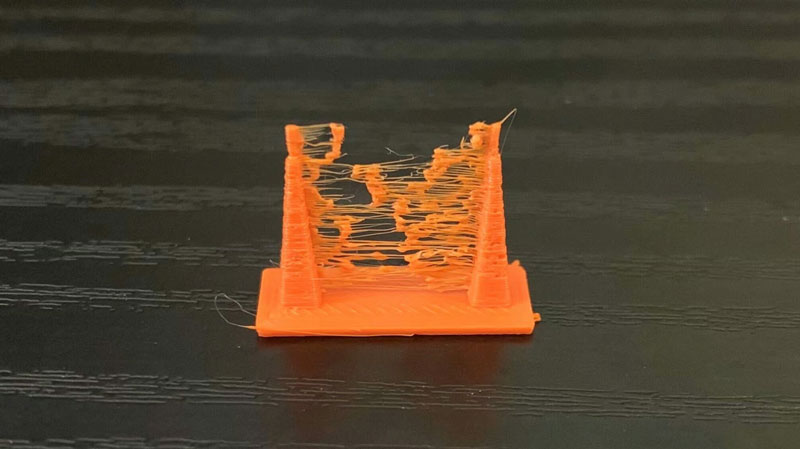
PETG تمایل به رشته شدگی دارد (منبع: SalientOmnivore via Reddit)
تنظیمات دما و بازگشت برای چاپ PETG به شدت به هم مرتبط هستند. بیایید به هر یک از آنها از نزدیک نگاه کنیم:
دما
PETG معمولاً در دماهای بین ۲۲۰ تا ۲۵۵ درجه سلسیوس چاپ میشود. اما قبل از گرم کردن نازل خود، به خاطر داشته باشید که نازلی که لوله های PTFE را در برمی گیرد، در دمای ۲۵۰ درجه سلسیوس محدود شده است - هر چیزی داغتر از آن به نازل آسیب خواهد زد.
دمای نازل نقش مهمی در کیفیت چاپ دارد. دمای بیش از حد بالا و شما با رشته شدگی و نشتی زیادی مواجه می شوید، اما دمای بیش از حد پایین اکسترودر شما شروع به گیر کردن میکند.
در اینجا یک آزمایش آسان برای دیدن اینکه آیا دمای نازل شما درست است: با دمایی به پایین ترین حد ۲۲۰ درجه سلسیوس شروع کنید و چند چاپ آزمایشی انجام دهید. اگر در حین چاپ صدای کوبیدنی شنیدید، اکسترودر شما گیر میکند، و شما باید دمای نازل را ۵ درجه سلسیوس افزایش دهید. آزمایش را تکرار کنید تا زمانی که اکسترودر صدا نکند.
همانطور که ذکر شد، هنگام چاپ در دماهای بالا، خطر رشته شدگی و نشتی وجود دارد. و از آنجایی که PETG ماده ای بسیار محکم و انعطاف پذیر است، رشته ها سخت برداشته می شوند. اگر در پایین ترین دما بدون گیر اکسترودر هستید و هنوز رشته شدگی دارید، سعی کنید تنظیمات Retraction خود را تنظیم کنید.
بازگشت فیلامنت به بالا (Retraction)
در اینجا با سرعت های بالا نروید؛ ممکن است با ABS و PLA کار کند، اما با PETG کار نخواهد کرد. سرعت Retraction را حدود ۲۵ میلیمتر بر ثانیه برای هر دو نوع اکسترودر غیر مستقیم (Bowden) و درایو مستقیم تنظیم کنید. فاصله Retraction باید حدود ۶ یا ۷ میلیمتر برای اکسترودرهای Bowden و ۳ یا ۴ میلیمتر برای اکسترودرهای درایو مستقیم تنظیم شود. با PETG، سرعت Retraction از فاصله مهمتر است. اگر هنوز نشتی و رشته شدگی دارید، سعی کنید سرعت Retraction را کاهش دهید.
اگر پس از تنظیم مکرر تنظیمات هنوز مشکلات Retraction را تجربه می کنید، می توانید تنش فیلامنت و اینکه چرخ دنده اکسترودر شما به درستی محکم شده است را نیز بررسی کنید. نباید بتوانید فیلامنت را به راحتی بیرون بکشید.
یک پارامتر دیگر که به کاهش نشتی کمک خواهد کرد، سرعت حرکت است. PETG تمایل دارد از نوک نازل چکه کند، به ویژه اگر دمای نازل بالا باشد. برای مقابله با این موضوع، سعی کنید سرعت حرکت را تا حد ممکن بالا ببرید.
بهترین تنظیمات چاپ PETG
سرعت فن و خنک کنندگی
یک فن خنک کننده قطعات که اشیاء را خنک نگه میدارد (منبع: Adafruit via Pinshape)
PETG بدون استفاده از فن ها به خوبی چاپ میشود. برخلاف سایر مواد که نیاز به فن هنگام چاپ دارند، PETG در واقع بدون آنها عملکرد بهتری دارد. اگر شکاف و جداشدگی لایه ها را در چاپ های خود مشاهده کردید، فن ها را خاموش کنید زیرا چاپ بدون آنها چسبندگی لایه ها را افزایش میدهد.
با این حال، مدل هایی با زمان لایه کوتاه ممکن است از خنک کاری کمی بهره مند شوند. سعی کنید فن را بین ۲۰٪ تا ۵۰٪ تنظیم کنید تا به خنک شدن لایه ها کمک کند. فن ها همچنین می توانند مفید باشند اگر می خواهید جزئیات بیشتری در چاپ خود داشته باشید یا اگر پل های چاپی (Bridge) دارید.
بهترین تنظیمات چاپ PETG
ساپورت ها

ساپورت های قابل حل در آب PVA، کارها را آسان می کنند (منبع: UltiMaker)
از آنجایی که PETG به خاطر چسبندگی خوب لایه هایش شناخته شده است، جدا کردن ساپورت ها می تواند چالش برانگیز باشد. اگر شانس آورده باشید و چاپگر سه بعدی دو اکسترودر داشته باشید، بهترین گزینه استفاده از فیلامنت های قابل حل در آب، مانند PVA یا HIPS (قابل حل در لیمونن) است.
اما اگر چاپگر شما تک اکسترودر است، همه چیز از دست نرفته است. با تنظیم فاصله Z، یک فاصله بین ساپورت و قطعه خود ایجاد کنید. شروع با یک فاصله 0.1 میلیمتری مکان خوبی است و معمولاً نتایج خوبی به همراه دارد. همانند تمام پارامترهای دیگر، باید با مقادیر مختلف بازی کنید تا بهترین تناسب را پیدا کنید.
بهترین تنظیمات چاپ PETG
سرعت

سرعت چاپ مناسب می تواند این اختاپوس را از رشته ای شدن نجات دهد (منبع: CulturalLab via Reddit).
PETG نسبت به سرعت چاپ بسیار حساس است. اگر خیلی سریع چاپ کنید، با چسبندگی ضعیف لایه ها، گیر کردن اکسترودر و کیفیت پایین چاپ مواجه خواهید شد، اما اگر خیلی آهسته چاپ کنید، قطعات تغییر شکل یافته، رشته شدگی و تراوش خواهید داشت.
شما باید نقطه ایده آل را با چاپگر و فیلامنتی که استفاده می کنید پیدا کنید. بهتر است با سرعت چاپ پایین شروع کنید. ما پیشنهاد می کنیم از ۱۵ میلیمتر بر ثانیه شروع کرده و به تدریج سرعت را افزایش دهید. حرکات انتقالی باید تا حد امکان سریع باشند، حداقل ۱۲۰ میلیمتر بر ثانیه، تا از تراوش جلوگیری شود.
منبع: All3dp.com
نوشتن یک نظر