

-100x52fill.jpg)















رشته ای شدن چاپ سه بعدی :
5 راه حل ساده
مشکل رشته ای شدن چاپ سه بعدی یک مشکل رایج است، به ویژه با مواد انعطاف پذیر.
با این پنج راه حل ساده این مشکل را برطرف کنید!
هنگامی که نازل پرینتر FDM از فضای خالی عبور می کند تا به نقطه بعدی چاپ برسد، گاهی اوقات پلاستیک ذوب شده را تراوش میکند که سپس جامد شده و به قطعات چاپ شده می چسبد. این پدیده به رشته ای شدن چاپ سه بعدی معروف است و قطعات شما را با رشته های نازک پلاستیکی که شبیه تارهای عنکبوت یا موهای نازک هستند، چاپ می کند.
از نظر تئوری، نازل شما نباید هنگام عبور از هوای باز (که به آن حرکت آزاد نیز گفته میشود) پلاستیک را رها کند. با این حال، پلاستیک ذوب شده اغلب بر روی قطعاتی که نباید، نشت میکند و قطعات شما را با چیزی که شبیه به "سبیل ها" به نظر میرسد، چاپ میکند.
دلایل اصلی رشته ای شدن در پرینترهای FDM استفاده از تنظیمات عقب کشی (Retraction) نادرست و تنظیم دمای بالای اکسترودر است. به عنوان مثال، PETG نیاز به دماهای نسبتاً بالا برای ذوب دارد و به رشته شدن معروف است. با این حال، PLA و ABS نیز این مشکل را دارند.
خوشبختانه، راه هایی برای جلوگیری از رشته ای شدن پرینتر سه بعدی وجود دارد. در این مقاله، ما به پنج راه حل ساده نگاهی خواهیم انداخت. بیایید شروع کنیم!
رشته ای شدن چاپ سه بعدی
1. فعال کردن Retraction
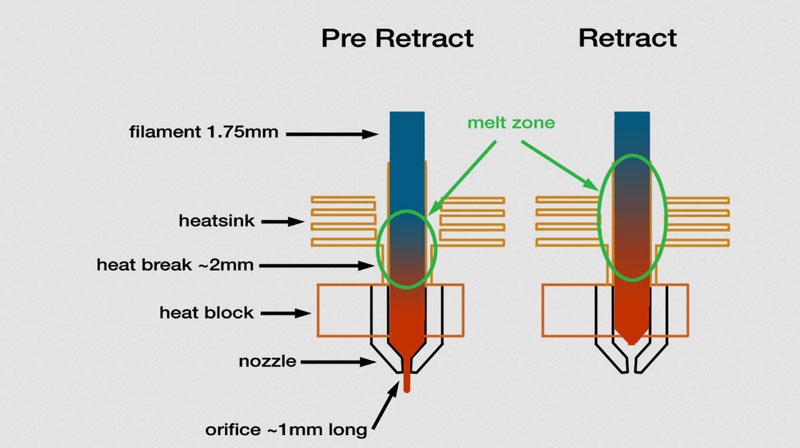
هنگام فعال سازی Retraction، منطقه ذوب بالا میرود (منبع: SublimeLayers )
فعال کردن Restraction (برگشت به عقب فیلامنت) رایج ترین روش مورد استفاده برای مقابله با رشته ای شدن پرینتر سه بعدی است. Retraction به این معناست که جایی که سر چاپگر باید از فضایی عبور کند، فیلامنت توسط دستگاه تغذیه کننده (فیدر) – فقط کمی – عقب کشیده میشود. این امر از کشیده شدن پلاستیک ذوب شده در طول حرکت چاپ جلوگیری میکند زیرا عمل «برگشت دادن به عقب» به عنوان یک اقدام مقابله ای در برابر ریزش فیلامنت عمل میکند. هنگامی که سر چاپگر به مکان بعدی رسید، فیلامنت دوباره بیرون فشرده میشود و چاپ از نازل دوباره از سر گرفته میشود.
در بیشتر برنامه های اسلایسر، مانند Cura، برگشت به عقب فیلامنت معمولاً به طور پیش فرض فعال است. با این حال، همیشه ایده خوبی است که تأیید کنید که این موضوع صحیح است، به ویژه زمانی که شروع به تجربه رشته شدن میکنید. اگر تنظیمات Retraction روشن است و هنوز رشته شدن روی چاپ های شما وجود دارد، ممکن است لازم باشد به جزئیات تنظیمات Retraction (برگشت به عقب) بپردازید.
فاصله Retraction
فاصله برگشت به عقب فیلامنت (Retraction) احتمالاً مهمترین تنظیم آن است، زیرا طول فیلامنتی که توسط اکسترودر عقب کشیده می شود را تعیین میکند. به طور کلی، هرچه فیلامنت بیشتری قابل برگشت دادن به عقب باشد، احتمال رشته ای شدن چاپ کمتر است. اما اگر بیش از حد عقب بکشید، ممکن است وقتی نیاز به از سرگیری چاپ دارید، فیلامنت در انتهای نازل در دسترس نباشد.
فاصله Retraction ممکن است بسته به نوع اکسترودری که استفاده می کنید متفاوت باشد. به عنوان مثال، یک اکسترودر Bowden (غیر مستقیم) معمولاً به فاصله Retraction بیشتری نیاز دارد (به دلیل فاصله طولانی تر بین نازل و چرخ دنده فیدر)
برای تعیین فاصله صحیح Retraction، ممکن است لازم باشد چاپ های آزمایشی انجام دهید. این چاپ آزمایشی Retraction را امتحان کنید: به سرعت چاپ میشود و نیاز به فیلامنت زیادی ندارد.
سرعت Retraction
سرعت ریتراکشن (برگشت به عقب فیلامنت) تعیین می کند که فیلامنت چقدر سریع عقب کشیده می شود. سرعت Retraction سریعتر نشان میدهد که احتمال رشته شدن پرینت سه بعدی کمتر است زیرا فیلامنت قبل از اینکه شروع به تراوش کند، به اندازه کافی سریع عقب کشیده میشود. با این حال، وقتی سرعت ریتراکشن خیلی سریع باشد، ممکن است باعث جدا شدن فیلامنت از بخش دیگر داخل نازل شود. بدتر، حرکت سریع چرخ دنده فیدر ممکن است پلاستیک ذوب شده را آسیاب کند و نازل را مسدود کند یا مناطقی ایجاد کند که فیلامنت در آنجا رسوب نمی کند.
بنابراین، شما باید به دنبال یافتن نقطه ایده آلی (بین کند و سریع) باشید، جایی که برگشت به عقب بهینه است. این نقطه ایده آل ممکن است بسته به مواد چاپ متفاوت باشد. چند چاپ آزمایشی انجام دهید تا سرعت Retraction ایده آل را تعیین کنید.
همچنین، برنامه های اسلایسر خاصی ممکن است در انجام تنظیمات مناسب مفید باشند. به عنوان مثال، Simplify3D با پروفایل های پیش تنظیم شده ای همراه است که اگر به دنبال سرعت ریتراکشن هستید که بهترین کار را انجام دهد، نقطه شروع خوبی است.
چه تنظیماتی باید انجام دهید؟
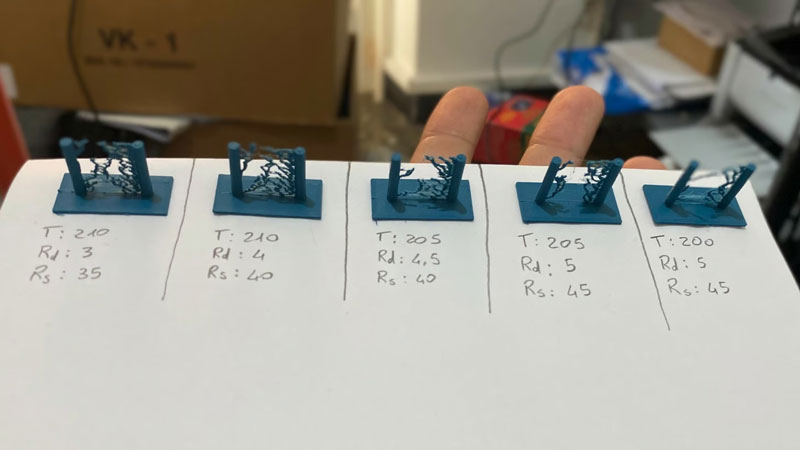
تنظیمات مختلف Retraction می توانند به طور قابل توجهی میزان رشته های ناخواسته را افزایش یا کاهش دهند (منبع: Sennar59 via Reddit )
برای تعیین مقادیر بهینه ریتراکشن، ابتدا باید اکسترودری که قرار است استفاده کنید و موادی که با آنها چاپ خواهید کرد را بشناسید.
موادی مانند ABS و PLA معمولاً با سرعتی بین 40 تا 60 میلیمتر بر ثانیه و فاصله ریتراکشن 0.5 تا 1.0 میلیمتر در اکسترودرهای مستقیم عملکرد خوبی دارند. از طرف دیگر، اکسترودرهای Bowden معمولاً به سرعتی بین 30 تا 50 میلیمتر بر ثانیه با فاصله Retraction حدود 2.0 میلیمتر نیاز دارند. این ارقام ثابت نیستند و می توانند بر اساس متغیرهای مختلف تغییر کنند.
برخی از برنامه های اسلایسر، مانند Simplify3D، دارای پارامترهای "coast" و "wipe" هستند که ابزارهای قدرتمندی برای تنظیم بیشتر مقادیر ریتراکشن (برگشت به عقب فیلامنت) شما هستند. همانطور که از نام آن پیداست، wipe باعث حرکت نازل در برابر دیواره خارجی برای پاک کردن پلاستیک باقیمانده میشود، در حالی که coasting اکسترودر را برای چند میلیمتر آخر خط چاپ برای کاهش تجمع فشار و جلوگیری از تشکیل قطره ها یا جوش ها خاموش میکند.
در Cura، تنظیم "Retraction Minimum Travel" از وقوع ریتراکشن جلوگیری میکند مگر اینکه سر چاپگر مسافت معینی را طی کند. این به عنوان یک اقدام پیشگیرانه در برابر سایش فیلامنت عمل میکند. تنظیم دیگری که باید در نظر گرفت "Combing Mode" است، که حرکات آزاد پرینتر را برای جلوگیری از برگشت به عقب های غیرضروری کنترل میکند. تمام تنظیمات ریتراکشن را می توان در منوی کشویی "Travel" در Cura پیدا کرد.
در پایان، وقتی برگشت به عقب به درستی انجام شود، به رشته ای شدن پایان داده و به شما کنترل بیشتری بر چاپ هایتان میدهد.
رشته ای شدن چاپ سه بعدی
2. دمای مناسب را تنظیم کنید
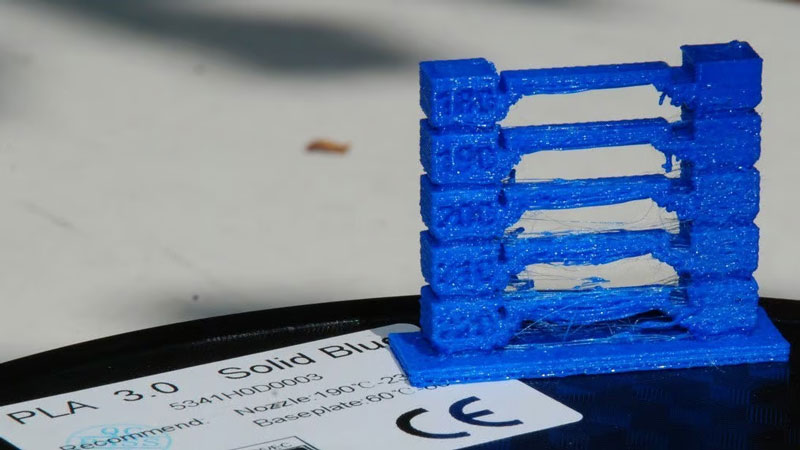
این مدل چاپی به شما کمک می کند تا دمای ایده آل را پیدا کنید (منبع: dede67 via Thingiverse )
همانطور که دما افزایش می یابد، مواد چاپی بیشتر ذوب شده و احتمال چکه کردن از نازل حتی پس از تنظیم تنظیمات عقب کشی بیشتر میشود. کاهش دمای نازل این احتمال را کمتر میکند. با این حال، باید مراقب باشید که دما را خیلی پایین تنظیم نکنید. دماهای خیلی پایین ممکن است مانع از ذوب شدن فیلامنت شده و مشکلاتی در اکستروژن ایجاد کند.
دمای ایده آل بستگی به مواد چاپی و تنظیمات چاپ دیگر دارد. با این حال، به طور کلی توصیه میشود که دما را پس از مشاهده رشته شدن کاهش دهید. می توانید با کاهش دمای نازل به میزان 5 تا 10 درجه سانتیگراد امتحان کنید، اما هرگز دما را کمتر از حداقل مشخصات تولیدکننده کاهش ندهید. اینها دماهای توصیه شده معمول برای برخی از محبوب ترین فیلامنت ها هستند:
• PLA: 180-220 درجه سانتیگراد
• ABS: 210-250 درجه سانتیگراد (دمای هیت بد 90-110 درجه سانتیگراد)
• PETG: 220-250 درجه سانتیگراد (دمای هیت بد 80 درجه سانتیگراد)
• TPE: 210-260 درجه سانتیگراد (دمای هیت بد 20-110 درجه سانتیگراد)
• PVA: 160-215 درجه سانتیگراد (دمای هیت بد 60 درجه سانتیگراد)
• TPU: 210-230 درجه سانتیگراد (دمای هیت بد 30-60 درجه سانتیگراد)
استفاده از چاپ آزمایشی برج کالیبراسیون دما روش عالی برای شناسایی دمای ایده آل برای هر ماده چاپی است.
رشته ای شدن چاپ سه بعدی
3. سرعت چاپ را تنظیم کنید
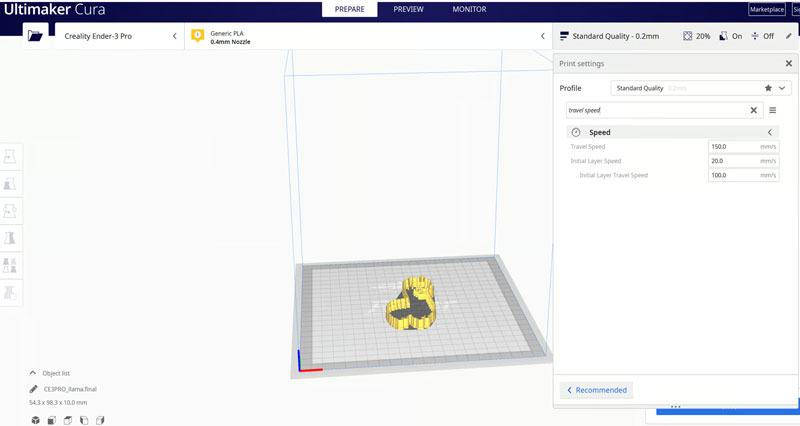
سرعت به راحتی در Cura قابل تنظیم است (منبع: All3DP)
تنظیمات سرعت آزاد (سرعت حرکت نازل هنگامی که چاپ انجام نمی شود) نیز می توانند بر رشته ای شدن چاپ سه بعدی تأثیر بگذارند. به عنوان مثال، اگر نازل شما برای حرکت بین دو نقطه زمان زیادی ببرد، احتمال رشته شدن وجود دارد زیرا پلاستیک ذوب شده زمان بیشتری برای تراوش از نازل دارد. اما اگر سر چاپگر بتواند سریعتر حرکت کند، ممکن است به اندازه کافی سریع باشد که فیلامنت زمان کافی برای تراوش نداشته باشد.
این تنظیم در Cura به نام "سرعت " شناخته میشود و افزایش آن میتواند رشته ای شدن چاپ سه بعدی را کاهش دهد. با این حال، اگر دما پایین باشد و سرعت چاپ خیلی بالا باشد، ممکن است با مشکل کم اکستروژن مواجه شوید زیرا پلاستیک زمان کافی برای ذوب شدن نخواهد داشت.
به طور کلی، سرعتی بین 190 تا 200 میلیمتر بر ثانیه با بیشتر مواد چاپی کار خواهد کرد. با این حال، MatterHackers متوجه شده است که 150 میلیمتر بر ثانیه تنظیم ایده آل سرعت برای بیشتر پرینترها است.
تنظیم مشابه در سایر برنامه های برش، از جمله Simplify3D، "سرعت حرکت محور X/Y" نام دارد. به طور اساسی، این امکان را به شما میدهد که سرعت سر چاپگر را هنگام حرکت از طرفی به طرف دیگر به مکان هایی که نیاز به ذوب فیلامنت دارد، تغییر دهید. افزایش سرعت به معنای کمتر بودن زمان برای تراوش در طول حرکات سریع است.
گرچه خود به خود یک تنظیم سرعت نیست، طول واقعی حرکات سر چاپگر نیز میتواند به رشته ای شدن کمک کند. هرچه حرکت سریع یا آزاد دورتر باشد، احتمال تراوش پلاستیک از نازل بیشتر است. برخی از برنامه های اسلایسر، مسیر حرکت سریع را برای سوق دادن به حرکات کوتاه تر تنظیم میکنند. به عنوان مثال، تنظیم "اجتناب از عبور از خطوط بیرونی برای حرکت سریع" در Simplify3D مسیرهای حرکت سریع را کمتر می کند تا احتمال تراوش را کاهش دهد.
رشته ای شدن چاپ سه بعدی
4. تمیز کردن نازل قبل از چاپ

شما می توانید نازل پرینتر سه بعدی خود را با استفاده از یک برس تمیز کنید (منبع: Airwolf 3D )
زمانی که شما از پرینتر برای مدت زمان طولانی استفاده می کنید، به ویژه با یک نوع ماده مانند PETG، فیلامنت می تواند لایه نازکی از باقیمانده را در داخل و خارج از نازل بگذارد. این لایه می تواند باعث رشته ای شدن شود، زیرا رشته های فیلامنت سعی خواهند کرد به سطح قطعه چاپ شده شما بچسبند.
برای جلوگیری از این مشکل، اطمینان حاصل کنید که نازل شما قبل از چاپ به طور کامل تمیز شده است. با خارج نازل شروع کنید، آن را با یک پارچه مرطوب در حالی که هنوز داغ است پاک کنید. این کار باید آشغال های روی نازل شما را پاک کند، اما ممکن است نیاز به استفاده از یک برس سیمی یا یک تیغه کوچک برای برداشتن مواد باقیمانده داشته باشید.
سپس، باید داخل نازل را تمیز کنید و آشغال هایی که سوراخ خروجی را مسدود می کنند را پاک کنید. آسان ترین راه برای انجام این کار این است که یک سوزن کوچک یا مته را داخل نازل قرار دهید. این کار باید کثیفی را خرد کرده و نازل را تمیز کند. با این حال، اگر کار نکرد، می توانید از روش کشیدن سرد برای برداشتن هرگونه کثیفی باقیمانده از فیلامنت های قبلی استفاده کنید.
اگر پس از تمیز کردن با روش های بالا هنوز با مشکلاتی مواجه هستید، ممکن است نیاز به تعویض نازل داشته باشید. فقط مطمئن شوید که نازل را گرم کنید تا هر ماده ای که در داخل گیر کرده است ذوب شود و فیلامنتی که به اکسترودر چسبیده شده است را بردارید. پس از اینکه تمام مواد باقیمانده برداشته شد، می توانید نازل را بردارید. سپس، بلوک یا محفظه آلومینیومی را تمیز کنید قبل از اینکه نازل جدید خود را وصل کنید.
رشته ای شدن چاپ سه بعدی
5. فیلامنت های خود را بدون رطوبت نگه دارید
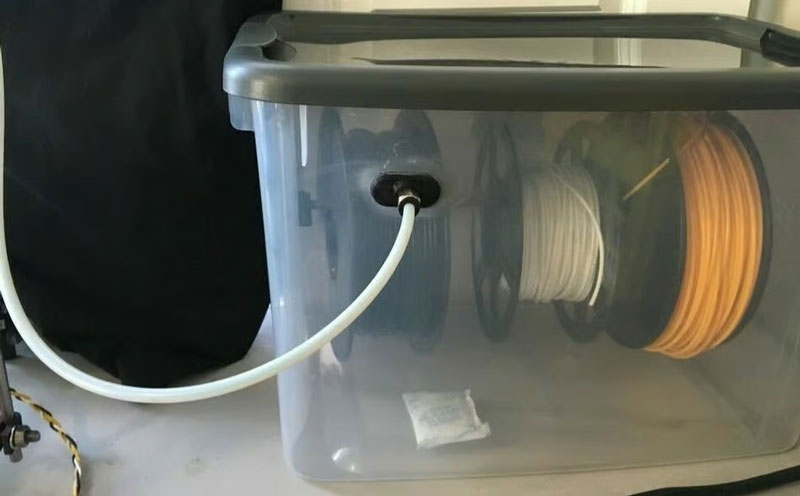
جعبه های خشک و کاملاً بسته می توانند فیلامنت شما را از رطوبت محافظت کنند (منبع: mcfada via Instructables )
رطوبت موجود در هوا می تواند به فیلامنت آسیب رسانده و باعث رشته ای شدن شود. زمانی که رطوبت وجود دارد، تمایل دارد هنگامی که پلاستیک گرم میشود به بخار تبدیل شود. این بخار می تواند با پلاستیک مخلوط شده و احتمال تراوش در حین حرکات غیرچاپی را افزایش دهد. PLA در اینجا مضنون اصلی است زیرا نسبت به ABS و سایر مواد، رطوبت بیشتری جذب میکند. با این حال، تمام فیلامنت های چاپ سه بعدی FDM تا حدودی هیدروسکوپیک هستند.
رشته ای شدن شدید نشانه ای است که شما با موردی از فیلامنت مرطوب روبرو هستید. خبر خوب این است که شما می توانید فیلامنت خود را به روش های مختلفی به صورت ایمن خشک کرده و آماده چاپ کنید. اولین روش، خرید یک خشک کن فیلامنت است. این دستگاه ها فیلامنت را گرم کرده و رطوبت را در محیط کنترل شده تبخیر می کنند.Sunlu FilaDryer S1 و Sunlu FilaDryer S2 هر دو گزینه های خوبی برای خشک کردن فیلامنت هستند. مدل جدیدتر اینها دستگاه نگهداری فیلامنت درایر اس چهار SUNLU FILADRYER S4 که قادر است تا 4 عدد فیلامنت را در آن نگهداری و خشک کنید.
گزینه دیگر، خشک کردن فیلامنت در فر است. شما باید دمای انتقال شیشه ای فیلامنت خود را بررسی کنید و منتظر بمانید تا فر گرم شود قبل از اینکه قرقره را داخل آن قرار دهید. یک قانون کلی خوب این است که فیلامنت را برای چهار تا شش ساعت در فر بگذارید. اگر فر شما مناسب نیست، می توانید از یک خشک کن مواد غذایی برای خشک کردن استفاده کنید.
پس از اینکه فیلامنت را به درستی خشک کردید، حتما آن را در محیطی بدون رطوبت نگهداری کنید. برخی از راه حل های نگهداری خوب، شامل جعبه های کاملاً بسته، بسته های خشک کن و کیسه های نگهداری وکیوم هستند.
منبع: All3dp.com






نوشتن یک نظر